KEMENTERIAN RISET TEKNOLOGI DAN PENDIDIKAN TINGGI U N …repository.utu.ac.id/395/1/I-V.pdf ·...
113
ANALISIS UTILISASI KAPASITAS PRODUKSI CPO DENGAN METODE THEORY OF CONSTRAINTS (TOC) DI PT. FAJAR BAIZURY AND BROTHERS Tugas Akhir Untuk Memenuhi Sebagian Dari Syarat-Syarat Yang diperlukan Untuk Memperoleh Gelar Sarjana OLEH : NAMA : RAHMA BONI ROSADI NIM : 08C10207025 JURUSAN : TEKNIK INDUSTRI KEMENTERIAN RISET TEKNOLOGI DAN PENDIDIKAN TINGGI U N I V E R S I T A S T E U K U U M A R F A K U L T A S T E K N I K JURUSAN TEKNIK INDUSTRI ACEH BARAT 2016
Transcript of KEMENTERIAN RISET TEKNOLOGI DAN PENDIDIKAN TINGGI U N …repository.utu.ac.id/395/1/I-V.pdf ·...

ANALISIS UTILISASI KAPASITAS PRODUKSI CPO DENGAN
METODE THEORY OF CONSTRAINTS (TOC)
DI PT. FAJAR BAIZURY AND BROTHERS
Tugas Akhir
Untuk Memenuhi Sebagian Dari Syarat-Syarat
Yang diperlukan Untuk Memperoleh
Gelar Sarjana
OLEH :
NAMA : RAHMA BONI ROSADI
NIM : 08C10207025
JURUSAN : TEKNIK INDUSTRI
KEMENTERIAN RISET TEKNOLOGI DAN PENDIDIKAN TINGGI
U N I V E R S I T A S T E U K U U M A R
F A K U L T A S T E K N I K
JURUSAN TEKNIK INDUSTRI
ACEH BARAT
2016

1
BAB 1
PENDAHULUAN
1.1. Latar Belakang
Perkembangan bisnis semakin meningkat pesat meskipun berada dalam
kondisi perekonomian yang cenderung tidak stabil, hal ini ditandai dengan
bermunculannya berbagai jenis usaha khususnya dalam bidang manufaktur.
Dengan pertumbuhan yang pesat tersebut tentu akan menimbulkan persaingan
antara satu perusahaan dengan perusahaan yang lainnya untuk menjadi perusahaan
yang terdepan. Persaingan dengan perusahaan lain dan ambisi menjadi yang
terdepan di bidangnya memerlukan kinerja yang baik dalam perusahaan dan salah
satunya adalah sistem produksi yang efisien dan efektif. Perusahaan memiliki
sistem produksi yang efisien dan efektif apabila perusahaan tersebut mampu
mengelola sumber daya yang ada secara optimal sehingga dapat meningkatkan
produktivitas perusahaan (Swatsha, 2007).
Peranan kinerja terhadap pengolahan produksi merupakan suatu hal yang
sangat penting dalam manajemen operasi, karena tidak ada sesuatu yang dapat
diselesaikan tanpa manusia yang mengerjakan yang ditunjang dengan peralatan
(mesin). Peranan tenaga kerja dan peralatan (mesin) bila dikelola dengan baik dan
efisien adalah kunci keberhasilan dari bagian manajemen operasi (Handoko,
2008).
Mesin merupakan alat bantu untuk melakukan proses transformasi atau
proses pengolahan dari masukan (input) menjadi keluaran (output). Mesin sangat
memegang peranan penting dalam proses pengolahan, karena tanpa adanya mesin
proses produksi tidak akan efisien, juga hasil yang didapat tidak optimal.

2
Kapasitas mesin terdiri dari kapasitas terpasang dan kapasitas terpakai. Kapasitas
terpasang merupakan jumlah maksimum dari bahan baku yang dapat diolah oleh
mesin tersebut. Sedangkan kapasitas terpakai merupakan jumlah minimum dari
bahan baku yang dapat diolah oleh mesin (Daryanto, 2011).
Franciska, L. (2011) dalam penelitiannya di PT. Tjipta Rimba Djaja yang
berjudul “Perencanaan Kebutuhan Kapasitas Untuk Memaksimisasi Utilitas
Kinerja Pada Industri Pengolahan Plywood”. Dalam strategi produksinya,
perusahaan menerapkan sistem make to stock. Pada bulan Oktober Juli 2011,
perusahaan tidak dapat memenuhi permintaan, dimana jumlah produksi adalah
1.876 m3 sedangkan jumlah permintaan adalah 1.913 m3. Ketidakmampuan
perusahaan tersebut disebabkan oleh adanya ketidaklancaran produksi, yaitu
terdapat stasiun kerja menganggur akibat perbedaan kapasitas antara stasiun kerja
rotary (stasiun kerja II) dengan stasiun kerja dryer (stasiun kerja III). Stasiun kerja
rotary memiliki kapasitas 16 m3/jam sedangkan stasiun kerja dryer memiliki
kapasitas 10 m3/jam. Ketidaklancaran produksi ini juga menandakan rendahnya
utilitas pada stasiun kerja. Oleh karena itu penyelesaian yang dilakukan untuk
mengatasi ketidaklancaran tersebut adalah dengan melakukan perencanaan
kapasitas yang dapat memaksimisasi utilitas (Liske Franciska, 2012).
Utilisasi merupakan ukuran kemampuan stasiun kerja dalam
memanfaatkan kapasitas tersedia secara tersedia (available capacity) secara
efektif. Utilisasi juga merupakan persentase dari waktu yang tersedia dengan kata
lain utilisasi merupakan ukuran seberapa intensif sumberdaya dapat dimanfaatkan.
Dalam hal ini idle time harus dilaporkan guna mengidentifikasi dan memperbaiki
masalah-masalah seperti equipment breakdown, kekurangan tenaga kerja, dan
material problem. Utiliasi pada umumnya menekankan bahwa semua stasiun kerja

3
tidak perlu beroperasi pada tingkat 100% tetapi seharusnya beroperasi pada
tingkat permintaan normal. Utilisasi mencerminkan seberapa besar suatu
sumberdaya seperti mesin atau waktu yang digunakan (Rander, 2012).
PT. Fajar Baizuri and Brothers merupakan perusahaan yang bergerak
dalam bidang pengolahan tandan buah segar yang menghasilkan minyak sawit dan
inti sawit. Pada saat ini terlihat bahwa hasil panen dari kebun sawit milik
PT. Fajar Baizuri and Brothers dari kebun petani sekitar terutama pada saat
mengalami panen tidak dapat diolah seluruhnya dalam satu hari kerja, sehingga
terjadinya penumpukan (bottleneck) Tandan Buah Segar untuk diolah, yang
menyebabkan terjadinya penumpukan work in process (WIP) dibagian produksi
terutama pada stasiun kerja Loading Ramp (stasiun penerimaan buah), dan stasiun
penebah hal ini dikarenakan proses pengerjaan produk membutuhkan waktu yang
sangat lama yaitu 1 sampai 2 jam dalam sekali produksi. Pada stasiun kerja
Loading Ramp (stasiun penerimaan buah) produk akan melewati beberapa proses
yaitu proses perebusan dengan mesin strelilizer, proses pemisahan antara janjang
kosong dengan brondolan dengan mesin degister, proses pengepresan TBS
dengan mesin press dan proses pemurnian minyak dengan mesin klarifikasi.
Proses-proses inilah yang menyebabkan penumpukan terjadi pada stasiun kerja
Loading Ramp (stasiun penerimaan buah) yang menyebabkan keterlambatan
dalam proses produksi dan penurunan jumlah produk yang dihasilkan perusahaan.
Berdasarkan pengendalian produksi dan perencanaan kapasitas yang
diterapkan oleh PT. Fajar Baizuri and Brothers adalah dengan perhitungan
kapasitas unit namun dari perhitungan kapasitas unit yang diterapkan masih
kurang efektifnya dalam mengurangi bahan baku yang menumpuk. Sehingga
Keberhasilan perencanaan dan pengendalian produksi memerlukan perencanaan

4
kapasitas yang aktif, agar mampu memenuhi jadwal induk produksi yang
ditetapkan. Seirirng naiknya laju produksi CPO PT. Fajar Baizuri and Brothers,
Rough Cut Capacity Planning (RCCP) dan Theory Of Constraints (TOC)
berperan dalam perencanaan prioritas kapasitas produksi yang berguna
menetapkan sumber-sumber spesifik tertentu, khususnya yang diperkirakan akan
menjadi hambatan potensial (Potential bottleneck), seperti yang terurai pada data
restan CPO yang mengalami fluktuasi (naik turun). Pada bulan Januari 2015
jumlah restan CPO sebesar 210.078 kg. Pada bulan Februari tahun 2015 jumlah
restan CPO mengalami peningkatan yaitu sebesar 314,521kg. Pada bulan Maret
tahun 2015 jumlah restan CPO mengalami peningkatan kembali yaitu sebesar
792.610 kg. Pada bulan April tahun 2015 jumlah restan CPO mengalami
peningkatan kembali yaitu sebesar 1.000,000. Pada bulan Mei tahun 2015 jumlah
restan CPO mengalami penurunan yang cukup signifikan yaitu sebesar 566.772
kg. Pada bulan Juni tahun 2015 jumlah restan CPO kembali mengalami
peningkatan yang luar biasa yaitu sebesar 1.196.822 kg. Pada bulan Juli tahun
2015 jumlah restan CPO mengalami peningkatan kembali yaitu sebesar 1.345.263
kg. Pada bulan Agustus tahun 2015 jumlah restan CPO mengalami penurunan
yang cukup signifikan yaitu sebesar 395.324 kg. Pada bulan September 2015
jumlah restan CPO mengalami peningkatan kembali yaitu sebesar 558.910 kg.
Pada bulan Oktober tahun 2015 jumlah restan CPO kembali mengalami
peningkatan yang cukup signifikan yaitu sebesar 642.401 kg. Pada bulan
November tahun 2015 mengalami penurunan yaitu sebesar 609.135, dan pada
bulan Desember 2015 mengalami penurunan kembali yang cukup signifikan yaitu
sebesar 103.840 kg.
Salah satu metode yang dapat digunakan untuk menyelesaikan masalah

5
bottleneck adalah metode RCCP dan theory of constraints (TOC). Theory of
Constaint (TOC) yang juga dikenal sebagai Constraint Management (CM) atau
Syncrhonous Management (SM) adalah metodologi menejerial global yang
berfokus pada masalah-masalah penting pada sebuah sistem. Kendala harus
diidentifikasi dan diselesaikan secara logis untuk meningkatkan kinerja sistem.
TOC merupakan pendekatan berkelanjutan yang berfokus pada identifikasi dan
penyelesaian kendala yang membatasi perusahaan. TOC memfokuskan perhatian
pada kendala yang memperlambat proses produksi dan membantu
memaksimumkan tingkat keluaran produk atau throughput. TOC akan memeriksa
kendala dan menemukan bagaimana kendala tersebut mempengaruhi tujuan
perusahaan (Sodikin, 2013).
Dari gambaran permasalahan diatas, peneliti tertarik untuk melakukan
penelitian dengan judul penelitian "Analisis Utilisasi Kapasitas Produksi CPO
Dengan Metode Theory Of Constraints (TOC) di PT. Fajar Baizuri and
Brothers.".
1.2. Rumusan Masalah
Berdasarkan uraian latar belakang diatas permasalahan yang akan dibahas
pada penelitian ini adalah:
1. Bagaimana menentukan waktu baku produksi CPO dari setiap stasiun
kerja?
2. Bagaimana menentukan utilisasi kapasitas produksi pada stasiun
kerja?
3. Bagaimana menentukan jam kerja lembur yang optimal berdasarkan
prinsip theory of constraints (TOC)?

6
1.3. Tujuan Penelitian
Adapun tujuan dari penelitian ini yaitu:
1. Untuk menentukan waktu baku produksi CPO dari setiap stasiun kerja.
2. Untuk menentukan utilisasi kapasitas produksi pada stasiun kerja.
3. Untuk menentukan jam kerja lembur yang optimal berdasarkan prinsip
theory of constraints (TOC).
1.4. Manfaat Penelitian
Adapun manfaat yang dapat diperoleh dari hasil penelitian ini bagi
perusahaan, mahasiswa dan perguruaan tinggi yang meliputi :
1. Bagi Perusahaan
Penelitian ini dapat dijadikan sebagai suatu bahan pertimbangan
dalam memperkirakan kendala-kendala yang terjadi pada bagian
produksi sehingga perusahaan dapat mengatasi setiap kendala yang
terjadi dengan lebih cepat dalam meningkatkan kapasitas produksi.
2. Bagi Mahasiswa
Meningkatkan kompetensi mahasiswa mengobservasi, menganalisis dan
evaluasi terhadap suatu permasalahan dengan menggunakan displin ilmu
khususnya ilmu teknik industri didalam perusahaan dan
membandingkannya dengan teori yang ada.
3. Bagi Perguruan Tinggi
Sebagai bahan referensi dalam upaya penyampaian khasanah lembaga
pendidikan tinggi ilmu pengetahuan tentang Utilisasi Kapasitas
Produksi CPO Dengan Metode Theory Of Constraints (TOC)

7
1.5. Ruang Lingkup Penelitian
Ruang lingkup penelitian ini meliputi dua hal, yaitu batasan penelitian dan
asumsi yang digunakan dalam penelitian ini.
1.5.1. Batasan Masalah
Pembatasan masalah sangat diperlukan dalam penelitan ini, sehingga hasil
yang diperoleh dapat benar-benar sesuai dengan tujuan yang ingin dicapai. Hal-
hal yang membatasi lingkup penelitian ini adalah:
1. Produk yang diamati dalam penelitian yaitu produk CPO .
2. Data Peramalan permintaan untuk priode dua belas bulan ke depan.
3. Penggunaan Metode Theory of Constraints (TOC) hanya sebatas
pengidentifikasian dan pengoptimalan stasiun kerja bottleneck.
1.5.2. Asumsi
Asumsi-asumsi yang digunakan dalam penelitian ini adalah sebagai
berikut:
1. Tidak terjadi penambahan jumlah sumber daya selama penelitian
berlangsung.
2. Semua fasilitas, baik mesin maupun peralatan yang digunakan pada
proses produksi tidak mengalami kerusakan selama penelitian
berlangsung.
3. Metode kerja tidak mengalami perubahan selama penelitian
berlangsung dan sudah terstandarisasi.

8
1.6. Sistematika Penulisan
Sistematika yang digunakan dalam penulisan Proposal Tugas Akhir ini
adalah:
BAB 1 PENDAHULUAN
Menguraikan tentang latar belakang, rumusan masalah, tujuan dan manfaat
penelitian, batasan masalah dan asumsi yang digunakan dan sistematika penulis
Proposal Tugas Akhir.
BAB 2 LANDASAN TEORI
Mejelaskan tentang dasar-dasar teori dan sumber acuan yang mendukung
untuk digunakan dalam analisis pemecahan masalah yang dirumuskan untuk
mencapai tujuan penelitian.
BAB 3 METODOLOGI PENELITIAN
Menguraikan tentang metode penelitian yang digunakan sebagai kerangka
dalam pengumpulan data, pengolahan data, maupun pemecahan masalah.
BAB 4 PENGUMPULAN DAN PENGOLAHAN DATA
Menguraikan tentang data yang dikumpulkan dan pengolahannya untuk
memecahkan masalah sesuai dengan langkah-langkah yang telah ditentukan.
BAB 5 KESIMPULAN DAN SARAN
Menguraikan kesimpulan dari hasil penelitian serta saran yang diberikan
peneliti kepada perusahaan.

xi
ABSTRAK
PT. Fajar baizuri and Brother adalah suatu perusahaan yang berproduksi
berdasarkan permintaan pasar, sehingga perencanaan kapasitas sangat diperlukan
dengan baik. Keberhasilan perencanaan dan pengendalian produksi memerlukan
perencanaan kapasitas yang aktif, agar mampu memenuhi jadwal induk produksi
yang ditetapkan. Kekurangan kapasitas akan menyebabkan kegagalan produksi,
keterlambatan pengiriman ke pelanggan, dan kehilangan kepercayaan dalam sistem
formal yang mengakibatkan reputasi perusahaan menurun. Kelebihan kapasitas
akan mengakibatkan utilitas sumber daya yang rendah, biaya meningkat, harga
produk menjadi kompetitif, penurunan keuntungan dan lain-lain Faktor utilisasi adalah ukuran kemampuan stasiun kerja dalam
memanfaatkan kapasitas tersedia secara tersedia (available capacity) secara efektif.
Dengan kata lain utilisasi merupakan ukuran seberapa intensif sumberdaya dapat
dimanfaatkan.
Tujuan penelitian ini yaitu menentukan waktu baku produksi CPO dari
setiap stasiun kerja, menentukan utilisasi kapasitas produksi untuk mengidentifikasi
kapasitas kerja yang botleneck dan menentukan jam kerja lembur yang optimal
berdasarkan prinsip theory of constraints (TOC).
Berdasarkan hasil dari penelitian bahwa Waktu Baku yang diperlukan untuk
mengolah 60 Ton tandan buah sawit pada mesin sterilizer adalah 7653,92
Detik/unit, untuk mesin thesher/penebah 5820,08 Detik/unit, untuk mesin screw
press 7242,71 Detik/unit, dan mesin pemurnian minyak 6578,49 Detik/unit.
Utilisasi kapasitas produksi pada stasiun kerja mesin sterilizer adalah 94%, untuk
mesin thesher/penebah 89%, untuk mesin screw press 90% dan mesin pemurnian
minyak 92%. Jam kerja lembur tertinggi berdasarkan prinsip theory of constraints
yaitu pada periode Mei yaitu sebesar 118,83 jam sedangkan jam lembur terendah
yaitu pada Januari yaitu sebesar 53,87 jam. Kapasitas olah mesin sterilizer adalah
69,54 Ton/Jam, untuk mesin thesher/penebah adalah 39,20 Ton/Jam , untuk
mesin screw press adalah 64,45 Ton/Jam, dan kapasitas mesin pemurnian minyak
adalah 61,83 Ton/Jam.
Kata Kunci: Utilisasi, Rough Cut Capacity Planning Stasiun Kerja Bottleneck,
Theory Of Constraints

xii
ABSTRACT
PT. Fajar Baizuri and Brother is a company whose production is based on
market demand, so the necessary capacity planning very well. The success of
production planning and control requires an active capacity planning, in order to
meet the master production schedule is set. Lack of capacity would lead to failure
of production, delays in delivery to customers, and the loss of confidence in the
formal system which resulted in the company's reputation declined. Excess capacity
will result in low resource utility, cost increases, product price be competitive,
decreased profits and others
Utilization factor is a measure of the ability of a work station in utilizing
available capacity provided (available capacity) effectively. In other words, a
measure of how intensive utilization of resources can be utilized.
The purpose of this study is to determine the standard time CPO production of each
work station, determine capacity utilization to identify botleneck working capacity
and determine optimal overtime hours based on the principle of theory of
constraints (TOC).
Based on the results of research that Baku time needed to process 60 tons
of palm fruit bunches sterilizer machine is 7653.92 Sec / unit, for machine thesher /
thresher 5820.08 Sec / unit, to 7242.71 Seconds screw press machine / unit, and
engine oil purification 6578.49 Sec / unit. Utilization of production capacity at the
work station sterilizer machine is 94%, for machines thesher / thresher 89%, for a
machine screw press 90% and 92% oil purification machines. The highest overtime
hours based on the principle of theory of constraints that the period of May in the
amount of 118.83 hours of overtime hours while the lowest was in January in the
amount of 53.87 hours. Sterilizer machine processing capacity is 69.54 tons / hour,
for a machine thesher / thresher was 39.20 tons / hour, for a machine screw press is
64.45 tons / hour, and the engine capacity of oil refining is 61.83 Ton / Hr.
Keywords: Utilization, Rough Cut Capacity Planning Work Station
Bottleneck, Theory Of Constraints

xiii
KATA PENGANTAR
Puji syukur penulis panjatkan kehadirat Allah SWT atas segala Rahmat
Hidayah dan Ridho-Nya sehingga penulis dapat menyelesaikan Tugas Akhir
dengan judul Analisis Utilisasi Kapasitas Produksi CPO Dengan Metode
Theory Of Constraints (TOC) Di PT. Fajar Baizury And Brothers".
Salawat berserta salam tidak lupa penulis panjatkan kepada pangkuan
baginda Nabi Besar Muhammad SAW karena dengan berkat perjuangan beliaulah
kita dapat hidup sejahtera di bumi Allah SWT.
Pada kesempatan ini penulis mengucapkan terima kasih kepada :
1. Bapak Prof. Dr. Jasman J, Ma'ruf, SE., MBA selaku Rektor Universitas
Teuku Umar.
2. Bapak Dr. Ir. H. Komala Pontas, selaku Dekan Fakultas Teknik
Universitas Teuku Umar.
3. Muzakir, S.T., M.T Selaku Ketua Jurusan dan Pembimbing II yang telah
bersedia meluangkan waktunya dalam membimbing penulis
menyelesaikan Tugas Akhir.
4. Fitriadi, ST. MT., Selaku Dosen Pembimbing, I yang telah bersedia
meluangkan waktunya dalam membimbing penulis menyelesaikan
Tugas Akhir.
5. Ir. Abdul Malik Ali, M.Si., selaku dewan penguji I yang telah
memberikan masukan agar lebih baik lagi dalam penulisan Tugas Akhir
ini.
6. Mukhlizar., S.Si, M.Si., selaku dewan penguji II yang telah
memberikan masukan agar lebih baik lagi dalam penulisan Tugas Akhir
ini.
7. Saeful, ST., selaku Assisten Proses I sekaligus membimbing penulis
dalam melakukan penelitian di PT. Fajar Baizury And Brother,
terimakasih atas bimbingan dan masukannya selama penulis melakukan
penelitian.
xiv
8. Kepada Keluarga besar Proses Produksi yang telah banyak membantu
penulis dalam melakukan penelitian serta seluruh karyawan di PT. Fajar
Baizury And Brother yang menerima penulis dengan baik.
9. Kepada Ayah dan Bunda yang telah memberikan semangat moril dan
materil sehingga penulis semangat dalam menyelesaikan tugas akhir ini.
10. Teman-Teman Persejuangan angkatan 2008 yang tidak bisa disebutkan
satu persatu yang telah memberikan semangat demi menyelesaikan
gelar sarjana.
Penulis menyadari bahwa Tugas Akhir Penelitian ini masih jauh dari
kesempurnaan, baik dilihat dari isi maupun pembahasan. Oleh karena itu, penulis
mengharap kritik dan saran yang sifatnya membangun demi kesempurnaan Tugas
Akhir ini.
Meulaboh, 30 September 2016
Penulis
RAHMA BONI ROSADI
NIM. 08C10207025
xv
DAFTAR ISI
HALAMAN
HALAMAN JUDUL ............................................................................................ i
LEMBAR PENGESAHAN ................................................................................. ii
LEMBAR PERSEMBAHAN ............................................................................. v
LEMBAR PERNYATAAN ................................................................................. vi
MOTTO ................................................................................................................. vii
DAFTAR RIWAYAT HIDUP ............................................................................ viii
ABSTRAK ............................................................................................................. ix
KATA PENGANTAR .......................................................................................... xiii
DAFTAR ISI ......................................................................................................... xv
DAFTAR TABEL ................................................................................................. xix
DAFTAR GAMBAR ............................................................................................ xxii
DAFTAR LAMPIRAN ........................................................................................ xxiii
BAB 1 PENDAHULUAN .................................................................................. 1
1.1. Latar Belakang.................................................................................. 1
1.2. Rumusan Masalah ............................................................................ 5
1.3. Tujuan Penelitian.............................................................................. 6
1.4. Manfaat Penelitian ........................................................................... 6
1.5. Ruang Lingkup Penelitian ............................................................... 7
1.5.1. Batasan Masalah ................................................................. 7
1.5.2. Asumsi Penelitian ............................................................... 7
1.6. Sistem Penulisan .............................................................................. 8
BAB 2 LANDASAN TEORI ............................................................................. 9
2.1. Peramalan (Forecasting).................................................................. 9
2.1.1. Metode Peramalan Kuantitatif ............................................ 10
2.1.2. Metode Dekomposisi ........................................................... 12
2.1.3. Parameter Kesalahan Peramalan ......................................... 13
2.1.4. Proses Verifikasi Peramalan ............................................... 14
2.2. Indentifikasi Stasiun Kerja Botleneck dan Non Botleneck ............ 16

xvi
DAFTAR ISI (Lanjutan)
HALAMAN
2.2.1. Rough Cut Capacity Planning (RCCP) .............................. 16
2.3. Pengukuran Waktu Kerja Dengan Stopwach Time Study .............. 17
2.3.1. Uji Keseragaman Data ......................................................... 19
2.3.2. Uji Kecukupan Data ............................................................ 21
2.3.3. Rating Factor dan Allowance .............................................. 22
2.3.4. Penetapan Waktu Baku........................................................ 36
2.4. Utilisasi ............................................................................................. 37
2.5. Depresiasi ......................................................................................... 38
2.5.1. Metode Perhitungan Depresiasi .......................................... 38
2.6. Biaya Lembur (Overtime) ................................................................ 40
2.7. Theory Of Constraint (TOC) ........................................................... 40
2.7.1. Thinking Process Theory Of Constraint ............................. 42
BAB 3 METODELOGI PENELITIAN .......................................................... 45
3.1. Jenis Penelitian ................................................................................. 45
3.2. Tempat dan Waktu Pelaksanaan Penelitian .................................... 45
3.3. Rancangan Penelitian ....................................................................... 46
3.3.1. Pendahuluan ......................................................................... 47
3.3.2. Studi literatur ....................................................................... 47
3.3.3. Pengumpulan Data ............................................................... 47
3.3.4. Pengolahan Data .................................................................. 49
3.3.5. Analisa Pemecahan Masalah ............................................... 49
3.3.6. Kesimpulan dan Saran ......................................................... 50
BAB 4 PENGOLAHAN DAN PENGUMPULAN DATA ............................. 51
4.1. Pengumpulan Data ........................................................................... 51
4.1.1. Pengukuran Waktu Siklus ................................................... 51
4.1.1.1.Pengukuran Waktu Siklus Mesin Sterilizer ........... 51
4.1.1.2.Pengukuran Waktu Siklus Mesin Thesher/
Penebah .................................................................... 52

xvii
DAFTAR ISI (Lanjutan)
HALAMAN
4.1.1.3.Pengukuran Waktu Siklus Mesin Screw Press ...... 53
4.1.1.4.Pengukuran Waktu Siklus Mesin Pemurnian
Minyak ..................................................................... 54
4.1.2. Data Produksi CPO ............................................................... 55
4.1.3. Data Hari Kerja, Shift Kerja dan Jam Kerja ....................... 56
4.1.4. Data Jumlah Masin .............................................................. 56
4.2. Pengolahan Data ............................................................................... 57
4.2.1. Uji Keseragaman Data ......................................................... 57
4.2.1.1.Uji Keseragaman Data Proses Perebusan pada
Stasiun Sterilizer ...................................................... 57
4.2.1.2.Uji Keseragaman Data Proses Perontokan pada Stasiun
Thesher/Penebah ..................................................... 59
4.2.1.3.Uji Keseragaman Data Proses Pengepressan pada
Stasiun Screw Press ................................................. 61
4.2.1.4.Uji Keseragaman Data Proses Pemurnian Minyak pada
Stasiun Clarification ................................................ 63
4.2.2. Uji Kecukupan Data ............................................................ 65
4.2.2.1.Uji Kecukupan Data Proses Perebusan pada
Stasiun Sterilizer ...................................................... 65
4.2.2.2.Uji Kecukupan Data Proses Perontokan pada
Stasiun Thesher/Penebah ........................................ 67
4.2.2.3.Uji Kecukupan Data Proses Pengepressan pada Stasiun
Press ......................................................................... 69
4.2.2.4.Uji Kecukupan Data Proses Pemurnian Minyak pada
Stasiun Clarification ................................................ 70
4.2.3. Penentuan Rating Factor ..................................................... 71
4.2.4. Penentuan Allowance ........................................................... 72
4.2.5. Perhitungan Waktu Baku Setiap Mesin .............................. 75
4.2.5.1.Perhitungan Waktu Baku Mesin Sterilizer............. 75

xviii
DAFTAR ISI (Lanjutan)
HALAMAN
4.2.5.2.Perhitungan Waktu Baku Mesin Thesher/Penebah 76
4.2.5.3.Perhitungan Waktu Baku Mesin Screw Press ....... 77
4.2.5.4.Perhitungan Waktu Standar Mesin Pemurnian
Minyak ..................................................................... 78
4.2.6. Peramalan Permintaan ......................................................... 79
4.2.6.1.Peramalan Jumlah Permintaan CPO Bulan Januari-
Desember 2016 ...................................................... 79
4.2.7. Penyusunan Jadwal Induk Produksi ................................... 80
4.2.8. Perhitungan Kapasitas Produksi Pabrik.............................. 91
4.2.9. Perhitungan Effisiensi dan Utilization Tiap Stasiun .......... 92
4.2.10. Perhitungan Rough Cut Capacity Planning ........................ 93
4.3.10.1.Perhitungan Kapasitas Mesin Sterilizer ................. 93
4.3.10.2.Perhitungan Kapasitas Mesin Thesher/Penebah .... 93
4.3.10.3.Perhitungan Kapasitas Mesin Screw Press ............ 94
4.3.10.4.Perhitungan Kapasitas Mesin Pemurnian Minyak. 94
4.2.11. Mengoptimalkan Kapasitas Setiap Stasiun berdasarkan Prinsip
Theory of Constraints .......................................................... 94
BAB 5 KESIMPULAN DAN SARAN ........................................................... 97
6.1. Kesimpulan ..................................................................................... 97
6.2. Saran ............................................................................................... 97

xix
DAFTAR TABEL
TABEL HALAMAN
2.1. Pengukuran Kesalahan (Error) Peramalan .................................................. 13
2.2. Penyesuaian Menurut Westinghouse ........................................................... 30
3.1 Time Line Penelitian ..................................................................................... 44
4.1 Waktu Siklus Proses Perebusan TBS pada Stasiun Sterilizer ................... 50
4.2 Waktu Siklus Proses Perontokan TBS pada Stasiun Thesher/
Penebah ......................................................................................................... 51
4.3 Waktu Siklus Proses Pengepressan TBS pada Stasiun Screw Press ........ 51
4.4 Waktu Siklus Proses Pemurnian Minyak TBS pada Clarification
Station .......................................................................................................... 53
4.5 Data Produksi CPO selama Bulan Januari-Desember 2015 ...................... 54
4.6 Data Hari Kerja, Shift Kerja dan Jam Kerja Tahun 2015........................... 55
4.7 Jumlah Mesin ............................................................................................... 55
4.8 Uji Keseragaman Data Proses Perebusan pada Stasiun Sterilizer ............. 56
4.9 Uji Keseragaman Data Proses Perontokan pada Stasiun Thesher/
Penebah ......................................................................................................... 59
4.10 Uji Keseragaman Data Proses Pengepressan pada Stasiun
Screw Press ................................................................................................... 61
4.11. Uji Keseragaman Data Proses Pemurnian Minyak pada Stasiun
Clarification .................................................................................................. 63
4.12. Uji Kecukupan Data Proses Perebusan pada Stasiun Sterilizer ................. 65
4.13. Uji Kecukupan Data Proses Perontokan pada Stasiun Thesher/
Penebah ......................................................................................................... 67

xx
DAFTAR TABEL (Lanjutan)
TABEL HALAMAN
4.14. Uji Kecukupan Data Proses Pengepressan pada Stasiun Press ................. 68
4.15. Uji Kecukupan Data Proses Pemurnian Minyak pada Stasiun Clarification ...... 69
4.16. Rating Factor untuk Operator Proses Perebusan TBS Pada Stasiun
Srelilizer ........................................................................................................ 70
4.17. Rating Factor untuk Operator Proses Peronntokan TBS Pada Stasiun
Thesher/Penebah .......................................................................................... 70
4.18. Rating Factor untuk Operator Proses Pengepressan TBS Pada Stasiun
Scew Press .................................................................................................... 71
4.19. Rating Factor untuk Operator Proses Pemurnian Minyak TBS Pada
Stasiun Clarification .................................................................................... 71
4.20. Allowance untuk Operator Proses Perebusan TBS Pada Stasiun Srelilizer ........ 72
4.21. Allowance untuk Operator Proses Peronntokan TBS Pada Stasiun
Thesher/Penebah .......................................................................................... 72
4.22. Allowance untuk Operator Proses Pengepressan TBS Pada Stasiun Scew
Press .............................................................................................................. 73
4.23. Allowance untuk Operator Proses Pemurnian Minyak TBS Pada Stasiun
Clarification .................................................................................................. 73
4.24. Data Jumlah Produksi CPO Bulan Januari-Desember 2015 ...................... 78
4.25. Pembagian Data Berdasarkan Pola .............................................................. 80
4.26. Hasil Perhitungan Indeks Setiap Periode .................................................... 81
4.27. Perhitungan Parameter Peramalan Jumlah Permintaan CPO dengan
Metode Linier ............................................................................................... 83

xxi
DAFTAR TABEL (Lanjutan)
TABEL HALAMAN
4.28. Perhitungan Parameter Peramalan Jumlah Permintaan CPO dengan
Metode Siklis ................................................................................................ 84
4.29. Perhitungan SEE pada Peramalan Jumlah Permintaan Produk CPO ........ 86
4.30. Perhitungan SEE pada Peramalan Jumlah Permintaan Produk CPO ....... 86
4.31. Hasil Peramalan Permintaan Produk CPO Periode 2016 ........................... 88
4.32. Jadwal Induk Produksi Produk Tahun 2016 ...................................................... 89
4.33. Jam Kerja yang Tersedia .............................................................................. 90
4.34. Kapasitas Produksi ........................................................................................ 91
4.35. Faktor Efesiensi dan Utilitas Stasiun Kerja ................................................. 92
4.36. Kapasitas yang Kurang pada Stasiun Kerja Bottleneck .............................. 94
4.37. Perhitungan Jumlah Jam Kerja Lembur ...................................................... 95

xxii
DAFTAR GAMBAR
TABEL HALAMAN
2.1. Moving Range Chart ................................................................................... 14
3.1. Blok Diagram Prosedur Penelitian .............................................................. 45
4.1. Peta Kontrol Proses Perebusan pada Stasiun Sterilizer.............................. 58
4.2. Peta Kontrol Proses Perontokan pada Stasiun Thesher/Penebah .............. 60
4.3. Peta Kontrol Proses Perngepressan pada Stasiun Screw Press ................. 61
4.4. Peta Kontrol Proses Perontokan pada Stasiun Thesher/Penebah .............. 63
4.5. Diagram Pancar Produkai CPO ................................................................... 79
4.6. Grafik Uji Hipotesis dengan Distribusi F Peramalan Jumlah Permintaan
Produk CPO .................................................................................................. 87
4.7. Grafik Perbandingan Data Aktual Produksi CPO dengan Hasil
Peramalan ...................................................................................................... 89

xxiii
DAFTAR LAMPIRAN
LAMPIRAN HALAMAN
1. Data Penelitian ................................................................................................ L-1
2. Tabel Distribusi F ........................................................................................... L-2
3. Foto Penelitian ................................................................................................ L-2

8
BAB 2
LANDASAN TEORI
2.1. Peramalan (Forecasting)
Peramalan merupakan bagian awal dari suatu proses pengambilan suatu
keputusan. Sebelum melakukan peramalan harus diketahui terlebih dahulu apa
sebenarnya persoalan dalam pengambilan keputusan itu. Peramalan adalah
pemikiran terhadap suatu besaran, misalnya permintaan terhadap satu atau
beberapa produk pada periode yang akan datang.
Dalam kegiatan produksi, peramalan dilakukan untuk menentukan jumlah
permintaan terhadap suatu produk dan merupakan langkah awal dari proses
perencanaan dan pengendalian produksi.
Metode peramalan dapat dibagi atas dua kelompok, yaitu metode kualitatif dan
kuantitatif (Sinulingga, 2009).
Metode kualitatif didasarkan pada pertimbangan dengan akal sehat dan
pengalaman, sedangkan metode kuantitatif menggunakan metode matematik
dengan menggunakan data masa lalu untuk memproyeksikan kebutuhan di masa
mendatang.
Prosedur umum dalam peramalan secara kuantitatif (Ginting, 2007) adalah
sebagai berikut:
1. Mendefinisikan tujuan peramalan.
2. Membuat diagram pencar.
3. Memilih beberapa metode peramalan yang dianggap sesuai.
4. Menghitung parameter-parameter fungsi peramalan.

9
5. Menghitung kesalahan (error) dari setiap metode peramalan.
6. Memilih metode yang terbaik dengan nilai kesalahan terkecil.
7. Melakukan verifikasi peramalan.
2.1.1. Metode Peramalan Kuantitatif
Salah satu metode peramalan kuantitatif yang dapat digunakan adalah
Metode Proyeksi Kecenderungan dengan Regresi. Metode ini merupakan dasar
garis kecenderungan untuk suatu persamaan. Dengan dasar persamaan tersebut
dapat diproyeksikan hal-hal yang akan diteliti pada masa mendatang. Bentuk-
bentuk fungsi dari metode ini dapat berupa (Ginting, 2007):
1. Konstan, dengan fungsi peramalan (Yt):
Y’ = a
............................................................................................ (2.1.)
Keterangan:
Y’ = Nilai tambah
N = Jumlah periode
2. Linier, dengan fungsi peramalan:
Y’ = a + bX ................................................................................... (2.2.)
Dimana:
3. Kuadratis, dengan fungsi peramalan :
Y’ = a + bX + cX2 .......................................................................... (2.3.)
Dimana :
10
4. Eksponensial, dengan fungsi peramalan :
Y’ = aebX
................................................................................ (2.4.)
Dimana :
5. Siklis, dengan fungsi peramalan :
.................................................. (2.5.)
Dimana :
11
2.1.2. Metode Dekomposisi
Ramalan yang ditentukan dengan kombinasi dari fungsi yang ada sehingga
tidak dapat diramalkan secara biasa. Model tersebut didekati dengan fungsi linier
atau siklis, berdasarkan pola data yang ada.
Metode dekomposisi merupakan pendekatan peramalan yang tertua.
Terdapat beberapa pendekatan alternatif untuk mendekomposisikan suatu deret
berkala yang semuanya bertujuan memisahkan setiap komponen deret data seteliti
mungkin. Konsep dasar pemisahan bersifat empiris dan tetap, yang mula- mula
memisahkan unsur musiman dan trend. Adapun langkah-langkah pengerjaan
peramalan dengan metode dekomposisi, yaitu:
1. Menghitung nilai rata-rata bergerak
Nilai rata-rata bergerak yang dihitung adalah rata-rata bergerak dalam
kurun waktu.
2. Menghitung nilai indeks musim
Nilai indeks musim dihitung dengan menggunakan nilai indeks rata-
rata bergerak yang telah dihitung sebelumnya. Hal pertama yang
dilakukan adalah menghitung nilai faktor musim dengan cara
membagikan hasil rata-rata bergerak dengan permintaan di periode
yang sama, kemudian menghitug nilai indeks musim dengan cara
merata-ratakan nilai dari faktor musim yang ada.
3. Mencari persamaan garis trend
Garis trend dapat dicari dengan menggunakan persamaan

12
YX = a + bX Berdasarkan persamaan tersebut maka langkah pertama
yang harus dilakukan untuk mencari persamaan garis trend adalah
menghitung nilai a dan b
................................................................... (2.6.)
..................................................................................... (2.7.)
4. Menghitung nilai persamaan garis trend
Nilai persamaan garis trend dihitung disetiap periode peramalan yang
diinginkan. Nilai persamaan garis trend dapat dihitung dengan
memasukkan nilai periode yang diinginkan
5. Menghitung nilai ramalan akhir
Nilai ramalan akhir didapatkan dengan cara mengalikan nilai persamaan
garis trend dengan nilai indeks musim
2.1.3. Parameter Kesalahan Peramalan
Kesalahan peramalan dapat mempengaruhi dua keputusan yang dapat
diambil. Salah satunya adalah dalam membuat pilihan dari antara variasi teknik
peramalan, dan yang lainnya adalah dalam mengevaluasi keberhasilan atau
kegagalan dari teknik yang digunakan. Keputusan untuk menggunakan model
baru atau melanjutkan yang sedang digunakan biasanya bertumpu pada beberapa
ukuran kesalahan peramalan. Setiap teknik diuji pada data historisnya dan satu
dengan kesalahan peramalan terkecil digunakan sebagai instrumen peramalan
(Tersine, 1994). Beberapa langkah yang dapat digunakan untuk mengukur
kesalahan peramalan dapat dilihat pada Tabel 2.1. berikut.

13
Tabel 2.1. Pengukuran Kesalahan (Error) Peramalan
No. Pengukur Rum
1. Mean absolute deviation (MAD)
2. Mean squared error (MSE)
3. Standard deviation of regression (Sr)
4. Mean absolute percent error
5. Mean error (ME)
6. Mean percent error (MPE)
7. Tracking signal (TS)
8. Standard error of estimate (SEE)
Sumber: Ginting, 2007
Keterangan:
= Permintaan aktual pada periode i
= Hasil peramalan permintaan pada periode i
n = Banyaknya pengamatan atau periode waktu
f = Derajat kebebasan
2.1.4. Proses Verifikasi Peramalan
Proses verifikasi peramalan dilakukan dengan menggunakan Moving
Range Chart (MRC) untuk melihat apakah metode peramalan yang diperoleh

14
representatif terhadap data atau tidak. Chart ini menunjukkan apakah sebaran data
masih berada dalam batas kontrol ataupun sudah di luar kontrol (Ginting, 2007).
Apabila sebaran data berada di luar kontrol, maka fungsi/metode peramalan yang
digunakan tidak sesuai dan perlu dilakukan revisi. Moving Range Chart dapat
dilihat pada Gambar 2.1.
Gambar 2.1. Moving Range Chart
Empat aturan titik yang dapat digunakan untuk memeriksa kondisi out of
control adalah sebagai berikut:
1. Aturan Satu Titik
Bila titik sebaran berada di luar UCL dan LCL. Walaupun semua titik
sebaran berada di dalam batas kontrol, fungsi/metode peramalan belum
tentu representatif. Oleh karena itu, analisis perlu dilanjutkan
dengan membagi MRC dalam tiga daerah, yaitu A, B dan C.
2. Aturan Tiga Titik
Bila tiga buah titik secara berurutan berada pada salah satu sisi, dimana
dua diantaranya jatuh pada daerah A.

15
3. Aturan Lima Titik
Bila lima buah titik secara berurutan berada pada salah satu sisi, dimana
empat diantaranya jatuh pada daerah B.
4. Aturan Delapan Titik
Bila delapan buah titik secara berurutan berada pada salah satu sisi,
yaitu pada daerah C
2.2. Identifikasi Stasiun Kerja Bottleneck dan Non-Bottleneck
Dalam penelitian yang dilakukan dengan menggunakan pendekatan theory
of constraints di perusahaan pengecoran logam dan permesinan Bonjor Jaya,
untuk menentukan stasiun kerja pada lantai produksi merupakan stasiun kerja
bottleneck atau non-bottleneck perlu diketahui kapasitas waktu yang dibutuhkan
(capacity required) dan kapasitas waktu yang tersedia (capacity available)
(Sodikin dan Atmoko, 2013). Kapasitas dibutuhkan dan kapasitas tersedia dapat
dihitung dengan menggunakan rough-cut capacity planning (RCCP).
2.2.1. Rough Cut Capacity Planning (RCCP)
RCCP digunakan untuk menghitung kebutuhan kapasitas secara kasar dan
membandingkannya dengan kapasitas yang tersdia. Perhitungan secara kasar yang
dimaksdud adalah kebutuhan kapasitas masih didasarkan pada kelompon produk,
bukan produk per produk dan tidak memperhitungkan jumlah persediaan yang
telah ada.
Rumus untuk menghitung kapasitas yang dibutuhkan produk k pada
stasiun kerja i untuk periode j (Fogarty, dkk, 1991) yaitu:

16
Capacity Required = Σ aik bkj untuk semua i, j.................................. (2.8.)
Keterangan:
aik = Waktu pengerjaan produk k pada stasiun kerja i
bkj = Jumlah produk k yang akan dijadwalkan pada periode j
Sedangkan rumus untuk menghitung kapasitas tersedia yaitu:
Capacity Available = Time Available x Utilization x Efficiency
Time Available (waktu tersedia) diperoleh dengan mengalikan total jam
kerja selama periode satu bulan dengan jumlah mesin pada stasiun kerja tertentu.
Total jam kerja dapat diperoleh dengan mengalikan jumlah hari kerja, jumlah jam
kerja, dan jumlah shift kerja per hari. Utilitas adalah ukuran kemampuan stasiun
kerja dalam memanfaatkan kapasitas tersedia secara efektif. Sedangkan efisiensi
menjelaskan keadaan seberapa jauh stasiun kerja tertentu mampu menggunakan
kapasitas yang tersedia secara efisien.
Kapasitas dibutuhkan (Capacity Requirement) dapat dihitung apabila
diketahui waktu pengerjaan produk pada stasiun kerja tertentu atau disebut juga
waktu baku. Waktu baku dapat dicari dengan mengetahui waktu siklus proses,
rating factor, dan allowance dari operator. Dalam penelitian Kurnia dan Rochman
(2010) yang bergerak di bidang industri tekstil, pengukuran waktu siklus proses
dilakukan dengan metode jam henti. Metode ini menggunakan stopwatch sebagai
alat utamanya.
2.3. Pengukuran Waktu Kerja dengan Stopwatch Time Study
Pengukuran waktu kerja dengan jam henti (stop-watch time study)
diperkenalkan pertama kali oleh Frederick W. Taylor sekitar abad 19 yang lalu.

17
Metoda ini terutama sekali diaplikasikan untuk pekerjaan-pekerjaan yang
berlangsung singkat dan berulang-ulang (repetitive). Dari hasil pengukuran akan
diperoleh waktu baku untuk menyelesaikan suatu siklus pekerjaan, yang mana
waktu ini akan dipergunakan sebagai standard penyelesaian pekerjaan bagi semua
pekerja yang akan melaksanakan pekerjaan yang sama seperti itu. Secara garis
besar langkah-langkah untuk pelaksanaan pengukuran waktu kerja dengan jam
henti ini diuraikan sebagai berikut:
1. Definisi pekerjaan yang akan diteliti untuk diukur waktunya dan
beritahukan maksud dan tujuan oengukuran ini kepada pekerja yang
dipilih untuk diamati dan supervisor yang ada.
2. Catat semua informasi yang berkaitan erat dengan penyelesaian
pekerjaan seperti layout, karakteristik/spesifikasi mesin atau peralatan
kerja lain yang digunakan, dan lain-lain.
3. Bagi operasi kerja dalam elemen-elemen kerja sedetail-detailnya tapi
masih dalam batas-batas kemudahan untuk pengukuran waktunya.
4. Amati, ukur, catat waktu yang dibutuhkan oleh operator untuk
menyelesaikan elemen-elemen kerja tersebut.
5. Tetapkan jumlah siklus kerja yang harus diukur dan dicatat. Teliti
apakah jumlah siklus kerja yang dilaksanakan ini sudah memenuhi
syarat atau tidak. Test pula keseragaman data yang diperoleh.
6. Tetapkan rate of performance dari operator saat melaksanakan
aktivitas kerja yang diukur dan dicatat waktunya tersebut. Rate of
performance ini ditetapkan untuk setiap elemen kerja yang ada dan
hanya ditujukan untuk performance operator. Untuk elemen kerja

18
yang secara penuh dilakukan oleh mesin maka performance dianggap
normal (100%).
7. Sesuaikan waktu pengamatan berdasarkan performance yang
ditunjukkan oleh operator tersebut sehingga akhirnya akan diperoleh
waktu kerja normal.
8. Tetapkan waktu longgar (allowance time) guna memberikan
fleksibilitas. Waktu longgar yang akan diberikan ini guna
menghadapi kondisi-kondisi seperti kebutuhan personil yang
bersifat pribadi, faktor kelelahan, keterlambatan material, dan lain-
lainnya.
9. Tetapkan waktu kerja baku (standard time) yaitu jumlah total antara
waktu normal dan waktu longgar.
2.3.1. Uji Keseragaman Data
Kegunaan uji keseragaman data adalah untuk mengetahui homogenitas
data. Dari uji keseragaman data dapat diketahui apakah data berasal dari satu
populasi yang sama. uji keseragaman data dilakukan melalui tahap-tahap
perhitungan yaitu :
1. Mean (Nilai Rata – Rata)
Di dalam data kuantitatif yang terdapat dalam sebuah sampel, mean
atau rata–rata hitungnya dapat dihitung dengan menjumlahkan setiap
nilai dan membaginya dengan jumlah data. Nilai rata-rata dapat
dihitung dengan rumus berikut :
................................................................................... (2.9.)
n
XX
i

19
if
i
ii
f
fXX
atau untuk data kelompok dapat dihitung dengan menggunakan rumus
berikut:
Keterangan : X = Nilai rata - rata
= Frekuensi untuk nilai
= Nilai data
n = Jumlah data
2. Nilai Maksimum dan Minimum
Nilai maksimum merupakan nilai yang paling besar diantara data yang
diperoleh. Nilai maksimum dapat diperoleh dengan mengurutkan data
sesuai dengan nilainya. Nilai minimum merupakan nilai yang paling
kecil diantara data yang diperoleh. Untuk mendapatkan nilai minimum
juga sama dengan nilai maksimum.
3. Standar Deviasi (Simpangan Baku)
Standar deviasi merupakan standar penyimpangan data dari rata-
ratanya. Standar deviasi ini juga merupakan ukuran yang paling
banyak digunakan dalam analisa statistik, adapun untuk menghitung
standar deviasi dapat digunakan dengan rumus :
......................................................................... (2.11.)
Keterangan : = Standar deviasi:
X = Nilai rata - rata
iX= Nilai data
n = Jumlah data
iX
iX
1
)( 2
n
XX i
.................................................................... (2.10.)

20
Untuk menguji keseragaman data digunakan peta kontrol dengan
persamaan berikut :
............................................................................. (2.12.)
............................................................................. (2.13.)
Jika X min > BKB dan Xmaks < BKA maka Data Seragam
Jika X min < BKB dan Xmaks > BKA maka Data Tidak Seragam
2.3. 2. Uji Kecukupan Data
Uji ini dilakukan untuk mengetahui apakah data penelitian yang telah
diperoleh dari pengukuran waktu siklus pada poses pengolahan CPO sudah
mencukupi atau belum. Uji ini dipengaruhi oleh:
1. Tingkat Ketelitian (dalam persen), yaitu penyimpangan maksimum
dari hasil pengukuran terhadap nilai yang sebenarnya.
2. Tingkat Keyakinan (dalam persen), yaitu besarnya keyakinan atau
besarnya probabilitas bahwa data yang kita dapatkan terletak dalam
tingkat ketelitian yang telah ditentukan, adapun rumus uji kecukupan
data yaitu :
..................................................... (2.14.)
Keterangan :
N’ = Jumlah data yang dibutuhkan
N = Jumlah pengamatan yang dilakukan
Xi = Data waktu yang dibaca oleh stopwatch untuk tiap-tiap individu
pengamatan.
222
')(/
X
XXNskN
2 XBKB
2 XBKA
21
i = 1,2,3,….,n
s = Tingkat ketelitian yang digunakan
k = Harga indeks
Dari perhitungan nilai N' maka dapat diambil kesimpulan sebagai
berikut:
1) Jika N’ < N, maka data pengamatan cukup
2) Jika N’ > N, maka data pengamatan kurang dan perlu tambahan
data
Tingkat ketelitian (s) yang digunakan adalah tergantung dari tingkat
kepercayaan yang dipakai, yaitu:
1) Tingkat kepercayaan : 90% maka harga s = 0,10
2) Tingkat kepercayaan : 95% maka harga s = 0,05
3) Tingkat kepercayaan : 99% maka harga s = 0,01
Sedangkan harga indeks (k) yang digunakan adalah tergantung dari
tingkat kepercayaan yang dipakai, yaitu:
1) Tingkat kepercayaan : 90% maka harga k = 1
2) Tingkat kepercayaan : 95% maka harga k = 2
3) Tingkat kepercayaan : 99% maka harga k = 3 (Wingjosoebroto,
2008).
2.3.3. Rating Factor dan Allowance
Setelah pengukuran berlangsung, pengukur harus mengamati kewajaran
kerja yang ditunjukkan oleh operator. Andaikan ketidakwajaran ada maka
pengukur harus mengetahuinya dan menilai seberapa jauh hal tersebut terjadi.

22
Penilaian perlu dilakukan karena berdasarkan itu dapat dilakukan penyesuaian,
dan pengukur harus menormalkannya dengan melakukan penyesuaian.
Biasanya penyesuaian dilakukan dengan mengalikan waktu siklus rata-rata
dengan suatu harga p yang disebut faktor penyesuaian. Besarnya harga p
sedemikian rupa sehingga hasil perkalian yang diperoleh mencerminkan waktu
yang sewajarnya atau normal. Bila pengukur berpendapat bahwa operator bekerja
diatas normal maka harga p akan lebih besar dari 1 (p>1) dan sebaliknya jika
operator bekerja di bawah normal maka harga p akan lebih kecil dari 1 (p<1), dan
andaikan pengukur berpendapat bahwa operator bekerja secara wajar maka harga
p akan sama dengan 1 (p=1).
Beberapa sistem untuk memberikan rating yang umumnya diaplikasikan
dalam aktivitas pengukuran kerja, antara lain:
1. Skill dan Effort Rating
Sekitar tahun 1961, Charles E. Bedaux memperkenalkan suatu sistem
untuk pembayaran upah atau pengendalian tenaga kerja. Sistem yang
diperkenalkan olehnya ini berdasarkan pengukuran kerja dan waktu
baku yang dinyatakan dengan dalam “B” (huruf pertama Bedaux,
penemunya). Prosedur pengukuran kerja yang dilakukan oleh Bedaux
meliputi penentuan rating terhadap kecakapan (skill) dan usaha-usaha
yang ditunjukkan oleh operator pada saat bekerja, disamping itu juga
mempertimbangkan kelonggaran (allowance). Bedaux menetapkan 60
B sebagai performance standard yang harus dicapai oleh seorang
operator yang bekerja dengan kecepatan normal yang diharapkan akan
mampu mencapai angka 60 B per jam, dan pemberian insentif

23
dilakukan pada tempo kerja rata-rata sekitar 70 sampai dengan 85 B per
jam.
2. Westinghouse System Rating
Westing House Company (1972) berhasil membuat suatu tabel
performance rating yang berisikan nilai-nilai yang berdasarkan
tingkatan yang ada untuk 4 faktor yang menentukan kewajaran atau
ketidakwajaran dalam bekerja. Adapun 4 faktor tersebut antara lain:
a. Keterampilan atau skill, didefinisikan sebagai kemampuan mengikuti
cara kerja yang ditetapkan. Latihan dapat meningkatkan
keterampilan, tetapi hanya sampai ke tingkat tertentu saja. Untuk
keperluan penyesuaian, keterampilan dibagi menjadi 6 kelas dengan
ciri-ciri dari setiap kelas yaitu:
1) Super skill:
a) Secara bawaan cocok sekali dengan pekerjaannya.
b) Bekerja dengan sempurna.
c) Tampak seperti telah terlatih dengan baik.
d) Gerakan-gerakannya halus tetapi sangat cepat sehingga sangat
sulit untuk diikuti.
e) Kadang-kadang terkesan tidak berbeda dengan gerakan-gerakan
mesin.
f) Perpindahan dari satu elemen pekerjaan ke elemen lainnya
tidak terlampau terlihat karena lancarnya.
g) Tidak terkesan adanya gerakan-gerakan berpikir dan
merencana tentang apa yang dikerjakan (sudah sangat otomatis).

24
h) Secara umum dapat dikatakan bahwa pekerja yang
bersangkutan adalah pekerja yang sangat baik.
2) Excellent skill:
a) Percaya pada diri sendiri.
b) Tampak cocok dengan pekerjaannya.
c) Terlihat telah terlatih baik.
d) Bekerjanya teliti dengan tidak banyak melakukan pengukuran
atau pemeriksaan lagi.
e) Gerakan-gerakan kerjanya beserta urutan-urutannya dijalankan
tanpa kesalahan.
f) Menggunakan peralatan dengan baik.
g) Bekerjanya cepat tanpa mengorbankan mutu.
h) Bekerjanya cepat tetapi halus.
i) Bekerjanya berirama dan terkoordinasi.
3) Good skill:
a) Kualitas hasil baik.
b) Bekerjanya tampak lebih baik daripada kebanyakan
pekerja pada umumnya.
c) Dapat memberi petunjuk-petunjuk pada pekerja lain
yang keterampilannya lebih rendah.
d) Tampak jelas sebagai pekerja yang cakap.
e) Tidak memerlukan banyak pengawasan.
f) Tiada keragu-raguan.
g) Bekerjanya “stabil”
25
h) Gerakan-gerakannya terkoordinasi dengan baik.
i) Gerakan-gerakannya cepat.
4) Average skill:
a) Tampak adanya kepercayaan pada diri sendiri.
b) Gerakannya cepat tetapi tidak lambat.
c) Terlihat adanya pekerjaan-pekerjaan perencanaan.
d) Tampak sebagai pekerja yang cakap.
e) Gerakan-gerakannya cukup menunjukkan tidak ada keragu-
raguan.
f) Mengkoordinasi tangan dan pikiran dengan cukup baik.
g) Tampak cukup terlatih dan karenanya mengetahui seluk
beluk pekerjaannya.
h) Bekerja cukup teliti.
i) Secara keseluruhan cukup memuaskan.
5) Fair skill:
a) Tampak terlatih tetapi belum cukup baik.
b) Mengenal peralatan dan lingkungan secukupnya.
c) Terlihat adanya perencanaan-perencanaan sebelum melakukan
gerakan-gerakan.
d) Tidak mempunyai kepercayaan diri yang cukup.
e) Tampaknya seperti tidak cocok dengan pekerjaannya tetapi
telah dipekerjakan di bagian itu sejak lama.
f) Mengetahui apa-apa yang dilakukan dan harus dilakukan tapi
tampak tidak selalu yakin.
26
g) Sebagian waktunya terbuang karena kesalahan-kesalahan
sendiri.
h) Jika tidak bekerja secara sungguh-sungguh outputnya akan
sangat rendah.
i) Biasanya tidak ragu-ragu dalam menjalankan gerakan-
gerakannya.
6) Poor skill:
a) Tidak bisa mengkoordinasikan tangan dan pikiran.
b) Gerakan-gerakannya kaku.
c) Kelihatan ketidakyakinannya pada urutan-urutan gerakan.
d) Seperti yang tidak terlatih untuk pekerjaan yang bersangkutan.
e) Tidak terlihat adanaya kecocokan dengan pekerjaannya.
f) Ragu-ragu dalam melaksanakan gerakan-gerakan kerja.
g) Sering melakukan kesalahan-kesalahan.
h) Tidak adanya kepercayaan pada diri sendiri.
i) Tidak bisa mengambil inisiatif sendiri.
b. Usaha, adalah kesungguhan yang ditunjukkan atau yang diberikan
operator ketika melakukan pekerjaannya. Usaha atau effort ini dibagi
atas 6 kelas usaha dengan ciri-cirinya, yaitu:
1) Excessive effort:
a) Kecepatan sangat berlebihan.
b) Usahanya sangat bersungguh-sungguh tetapi dapat
membahayakan kesehatannya.

27
c) Kecepatan yang ditimbulkannya tidak dapat diperthankan
sepanjang hari kerja.
2) Excellent effort:
a) Jelas terlihat kecepatannya sangat tinggi.
b) Gerakan-gerakan lebih ekonomis daripada operator-operator
biasa.
c) Penuh perhatian pada pekerjaannya.
d) Banyak memberi saran.
e) Menerima saran-saran petunjuk dengan senang.
f) Percaya pada kebaikan maksud pengukuran waktu.
g) Tidak bertahan lebih dari beberapa hari.
h) Bangga atas kelebihannya.
i) Gerakan-gerakan yang salah terjadi sangat jarang sekali.
j) Bekerjanya sangat sistematis.
k) Karena lancarnya perpindahan dari suatu elemen ke elemen
lain tidak terlihat.
3) Good effort:
a) Bekerja berirama.
b) Saat-saat menganggur dangat sedikit, nahkan kadang-
kadang tidak ada.
c) Penuh perhatian pada pekerjaannnya.
d) Senang pada pekerjaannnya.
e) Kecepatannya baik dan dapat dipertahankan sepanjang hari.
f) Percaya pada kebaikan waktu pengukuran waktu.

28
g) Menerima saran-saran dan petunjuk dengan senang.
h) Dapat memberi saran-saran untuk perbaikan kerja.
i) Tempat kerjanya diatur baik dan rapi.
j) Menggunakan alat-alat yang tepat dengan baik.
k) Memelihara dengan baik kondisi peralatan.
4) Average effort:
a) Tidak sebaik good, tapi lebih baik dari poor.
b) Bekerja dengan stabil.
c) Menerima saran-saran tetapi tidak melaksanakannya.
d) Set up dilaksanakan dengan baik.
e) Melakukan kegiatan-kegiatan perencanaan.
5) Fair effort:
a) Saran-saran perbaikan diterima dengan kesal.
b) Kadang-kadang perhatian tidak ditujukan pada pekerjaannnya.
c) Kurang sungguh-sungguh.
d) Tidak mengeluarkan tenaga dengan secukupnya.
e) Terjadi sedikit penyimpangan dari cara kerja baku.
f) Alat-alat yang dipakainya tidak selalu yang terbaik.
g) Terlihat adanya kecenderungan kurang perhatian pada
pekerjaannnya.
h) Terlampau hati-hati.
i) Sistematika kerjanya sedang-sedang saja.
j) Gerakan-gerakannya tidak terencana.

29
6) Poor effort:
a) Banyak membuang-buang waktu.
b) Tidak memperhatikan adanya minat bekerja.
c) Tidak mau menerima saran-saran.
d) Tampak malas dan lambat bekerja.
e) Melakukan gerakan-gerakan yang tidak perlu untuk
mengambil alat- alat dan bahan.
f) Tempat kerjanya tidak diatur rapi.
g) Tidak peduli pada cocok/baik tidaknya peralatan yang dipakai.
h) Mengubah-ubah tata letak tempat kerja yang telah diatur.
i) Set up kerjanya terlihat tidak baik.
c. Kondisi kerja atau condition, adalah kondisi fisik lingkungannya
seperti keadaan pencahayaan, suhu, dan kebisingan ruangan. Kondisi
kerja merupakan sesuatu di luar operator yang diterima apa adanya
oleh operator tanpa banyak kemampuan mengubahnya. Kondisi kerja
dibedakan menjadi 6 kelas, yaitu Ideal, Excellent, Good, Average,
Fair, dan Poor. Kondisi kerja yang ideal tidak selalu sama bagi setiap
pekerjaan karena berdasarkan karaketristiknya masing-masing pekerja
membutuhkan kondisi ideal sendiri- sendiri. Pada dasarnya, kondisi
ideal adalah kondisi yang paling cocok untuk pekerjaan yang
bersangkutan, yaitu yang memungkinkan kinerja maksimal dari
pekerja. Sebaliknya kondisi poor adalah kondisi yang tidak membantu
jalannya pekerjaan atau bahkan sangat menghambat pencapaian
kinerja yang baik.

30
d. Konsistensi, adalah keseragaman hasil pengukuran yang diperoleh
selama operator bekerja. Selama ini masih dalam batas-batas
kewajaran masalah tidak timbul, tetapi jika variabilitasnya tinggi
maka hal tersebut harus diperhatikan. Konsistensi dibagi atas 6 kelas,
yaitu Perfect, Excellent, Good, Average, Fair dan Poor. Seseorang
yang bekerja Perfect adalah yang dapat bekerja dengan waktu
penyelesaian yang boleh dikatakan tetap dari saat ke saat. Sebaliknya
konsistensi yang Poor terjadi bila waktu-waktu penyelesaiannya
berselisih jauh dari rata-rata secara acak. Konsistensi rata- rata atau
Average adalah bila selisih antara waktu penyelesaian dengan rata-
ratanya tidak besar walaupun ada satu dua yang “letaknya” jauh.
Angka-angka yang diberikan bagi setiap kelas dari faktor-faktor di atas
diperlihatkan pada Tabel 2.2 berikut.
Tabel 2.2. Penyesuaian Menurut Westinghouse Faktor Kelas Lambang Penyesuaian
Keterampilan
Super Skill A1 A2
+0,15 +0,13
Excellent B1 B2
+0,11 +0,08
Good C1 C2
+0,06 +0,03
Average D 0,00
Fair E1 E2
-0,05 -0,10
Poor F1 F2
-0,16 -0,22
Usaha
Excessive A1 A2
+0,13 +0,12
Excellent B1 B2
+0,10 +0,08
Good C1 C2
+0,05 +0,02
Average D 0,00
Fair E1 E2
-0,04 -0,08
Poor F1 F2
-0,12 -0,17

31
Tabel 2.2. Penyesuaian Menurut Westinghouse (Lanjutan)
Faktor Kelas Lambang Penyesuaian
Kondisi Kerja
Ideal A +0,06
Excellent B +0,04 Good C +0,02
Average D 0,00 Fair E -0,03 Poor F1 -0,07
Kondisi Kerja
Perfect A +0,04 Excellent B +0,03
Good C +0,01 Average D 0,00
Fair E -0,02 Poor F1 -0,04
Sumber: Sutalaksana, 2006
Faktor penyesuaian p diperoleh dengan menjumlahkan harga empat
penyesuaian itu lalu ditambah satu. Sebagai contoh, suatu pekerjaan diselesaikan
dalam keadaan sebagai berikut
Keterampilan : Fair (E1) = - 0,05
Usaha : Good (C1) = + 0,02
Kondisi : Excellent (B) = + 0,04
Konsistensi : Poor (F) = - 0,04
Jumlah : - 0,03
Jadi, p = 1 + (- 0,03)
p = 0,97
3. Synthetic Rating
Synthetic rating adalah metode untuk mengevaluasi tempo kerja
operator berdasarkan nilai waktu yang telah ditetapkan terlebih dahulu.
Prosedur yang dilakukan adalah dengan melaksanakan pengukuran

32
kerja seperti biasanya dan membandingkan waktu yang diukur dengan
waktu penyelesaian elemen kerja sebelumnya sudah diketahui data
waktunya. Perbandingan ini merupakan indeks performance atau
rating factor dari operator untuk melaksanakan elemen kerja
tersebut. Rasio untuk menghitung indeks performance atau rating ini
dapat dirumuskan sebagai:
R = P A ............................................................................................. (2.15.)
Dimana:
R = indeks performance atau rating factor
P = predetermined time untuk elemen kerja yang diamati (menit)
A = rata-rata waktu dari elemen kerja yang diukur (menit)
4. Performance Rating atau Speed Rating
Didalam praktek pengukuran kerja maka metode penetapan rating
performance kerja operator didasarkan pada satu faktor tunggal yaitu
operator speed, space atau tempo. Sistem ini dikenal dengan
“performance rating” atau ”speed rating”. Rating factor ini umumya
dinyatakan dalam presentase atau angka desimal, dimana performance
kerja normal akan sama dengan 100% atau 1,00.
Kelonggaran (allowance) diberikan kepada tiga hal yaitu untuk kebutuhan
pribadi, melepaskan kelelahan dan hambatan yang tidak dapat dihindarkan.
Penjelasan ketiga hal tersebut sebagai berikut:
1) Kelonggaran waktu untuk kebutuhan pribadi (personal allowance)
Yang termasuk didalam kebutuhan pribadi adalah hal-hal sepeti minum
sekedarnya untuk menghilangkan rasa haus, ke kamar kecil, bercakap-

33
cakap dengan teman sekedarnya untuk menghilangkan
ketegangan ataupun kejenuhan sewaktu bekerja.
2) Kelonggaran waktu untuk melepaskan lelah (fatigue allowance)
Rasa fatigue tercermin antara lain dari menurunya hasil produksi baik
jumlah maupun kualitasnya. Salah satu cara untuk menentukan
besarnya kelonggaran ini adalah dengan melakukan pengamatan
sepanjang hari kerja dan mencatat pada saat-saat dimana hasil produksi
menurun. Jika rasa fatigue telah datang dan pekerja harus bekerja untuk
menghasilkan performance normalnya, maka usaha yang dikeluarkan
pekerja lebih besar dari normal dan ini akan menambah rasa fatigue.
Oleh karena itu harus diberikan kelonggaran bagi para pekerja untuk
menghilangkan rasa lelahnya.
3) Kelonggaran waktu karena keterlambatan-keterlambatan (delay
allowance) Dalam melakukan pekerjaannya, seorang operator tidak
luput dari segala hambatan-hambatan dalam pekerjaannya. Beberapa
contoh dalam hambatan- hambatan tak terhindarkan adalah menerima
atau meminta petunjuk kepada pengawas, melakukan penyesuaian-
penyesuaian mesin, mengasah alat potong, mengambil alat-alat atau
bahan-bahan khusus dari gudang dan lain sebagainya. Besarnya
hambatan seperti itu sangat bervariasi sehingga perlu diberikan sedikit
kelonggaran bagi operator.
Ketiganya merupakan hal yang secara nyata dibutuhkan oleh pekerja
selama pengamatan karenanya setelah mendapatkan waktu normal perlu
ditambahkan kelonggaran. Dalam menghitung besarnya allowance, bagi keadaan

34
yang dianggap wajar diambil harga allowance 100%. Sedangkan bila terjadi
penyimpangan dari keadaan ini, harga p harus ditambah dengan faktor-faktor yang
sesuai dengan waktu siklus yang diperoleh.
Besarnya kelonggaran untuk ketiga hal di atas yaitu untuk kebutuhan
pribadi, menghilangkan rasa fatigue, dan hambatan yang tidak terhindarkan. Dua
hal yang pertama antara lain dapat diperoleh dari Tabel 2.2. yaitu dengan
memperhatikan kondisi yang sesuai dengan pekerjaan yang bersangkutan.
Sedangkan untuk yang ketiga dapat diperoleh melalui pengukuran khusus seperti
sampling pekerjaan. Kesemuanya masing-masing dinyatakan dalam persentase,
dijumlahkan dan kemudian mengalikan jumlah ini dengan waktu normal yang
telah dihitung sebelumnya.
Misalkan suatu pekerjaan yang sangat ringan yang dilakukan sambil duduk
dengan gerakan-gerakan yang terbatas, membutuhkan pengawasan mata terus
menerus dengan pencahayaan yang kurang memadai, suhu dan kelembaban
ruangan normal, siklus udara baik, tidak bising. Maka dari Tabel 2.2. didapatkan
persentase kelonggaran untuk kebutuhan pribadi dan untuk fatigue sebagai
berikut:
(7 + 0 + 3 + 5+ 2,5 + 0 + 2)% = 19,5%
Jika dari sampling pekerjaan didapat bahwa kelonggaran untuk hambatan
yang terhindarkan adalah 5%, maka kelonggaran total yang harus diberikan untuk
pekerjaan itu adalah (19,5 + 5)% = 24,5%.

35
2.3.4. Penetapan Waktu Baku
Waktu baku adalah waktu yang diperlukan oleh seorang pekerja normal
untuk bekerja secara wajar dalam sistem kerja yang terbaik untuk saat itu. Pekerja
normal berarti pekerja dengan kemampuan rata-rata dibanding dengan pekerja
lainnya dengan beban kerja yang sejenis. Bekerja secara normal artinya ada atau
tidak adanya pengamatan, pekerja tersebut tetap bekerja seperti biasanya (irama
kerjanya tetap). Sistem kerja terbaik dalam hal ini artinya bahwa metode kerja dan
lingkungan kerjanya sudah terstandarisasi.
Waktu baku ini sangat diperlukan terutama sekali untuk:
1. Man Power Planning (perencanaan kebutuhan tenaga kerja).
2. Estimasi biaya-biaya untuk upah karyawan/pekerja.
3. Penjadwalan produksi dan penganggaran.
4. Perencanaan sistem pemberian bonus dan insentif bagi
karyawan/pekerja yang berprestasi.
5. Indikasi keluaran (output) yang mampu dihasilkan seorang pekerja.
Penetapan waktu baku bertujuan untuk mendapatkan waktu yang
dibutuhkan pekerja dengan kemampuan diatas rata-rata untuk menyelesaikan
pekerjaannya. Penetapan waktu baku ini melibatkan perhitungan waktu normal,
rating factor dan allowance. Rumus untuk menghitung waktu baku adalah:
Waktu Baku = WT x PP x RF x 100%
TP. 100 - Allowance
Dimana:
WT = Waktu total
PP = Persen produktif
................................................ (2.16)
36
RF = Rating factor
TP = Total produk
2.4. Utilisasi
Faktor utilisasi adalah ukuran kemampuan stasiun kerja dalam
memanfaatkan kapasitas tersedia secara tersedia (available capacity) secara
efektif. Utilisasi merupakan persentase dari waktu yang tersedia dengan kata lain
utilisasi merupakan ukuran seberapa intensif sumberdaya dapat dimanfaatkan.
Dalam hal ini idle time harus dilaporkan guna mengidentifikasi dan memperbaiki
masalah-masalah seperti equipment breakdown, kekurangan tenaga kerja, material
problem dan lain-lain. Utiliasi pada umumnya menekankan bahwa semua stasiun
kerja tidak perlu beroperasi pada tingkat 100% tetapi seharusnya beroperasi pada
tingkat permintaan normal.
Utilisasi mencerminkan seberapa besar suatu sumberdaya seperti mesin atau
waktu yang digunakan. Misalnya suatu stasiun kerja mempunyai kapasitas
tersedia sebesar 40 jam-mesin per minggu. Sehubungan dengan berbagai
permasalahan teknis yang berakibat tingginya idle time yang mencapai jam rata-
rata 6 jam perminggu maka tingkat utilisasi stasiun
kerja tersebut menjadi rendah yaitu [(40-6)/40] x 100% = 85 %
Utilisasi = x 100%
................ (2.17.)

37
2.5. Depresiasi
Kemampuan dari mesin ataupun benda lainnya yang digunakan akan
menurun secara perlahan-lahan tetapi pasti. Kenyataannya umur ekonomis suatu
mesin akan tergantung kepada beberapa faktor antara lain : rencana teknis waktu
mesin dibuat, frekuensi pengunaan maupun pemeliharaan mesin. Bila umur
ekonomis suatu mesin sudah dilampaui, mesin tersebut umumnya mengalami
gangguan seperti frekuensi kerusakan bertambah tinggi yang mengakibatkan
naiknya nilai ongkos pemeliharaan mesin, menurunnya kapasitas produksi dan
bahkan kemungkinan kualitas produksi menjadi diluar standar
Mesin adalah benda modal. Oleh karena itu nilai mesin menjadi berkurang
karena dipakai, maka nilai uang hilang tersebut dianggap sebagai biaya dan
diperhitungkan tahun demi tahun sampai pada batas umurnya. Pengurangan nilai
mesin peralatan disebut depresiasi
Pengurangan nilai mesin dapat disebabkan oleh :
1. Physical Depreciation (pengurangan nilai secara fisik)
2. Functional Depreciation (pengurangan nilai secara fungsional)
3. Technological Depreciation (pengurangan secara teknik)
4. Monetary Depreciation (pengurangan secara moneter)
2.5.1. Metode Perhitungan Depresiasi
Metode perhitungan depresiasi yang umum digunakan adalah metode
akutansi. Metode tersebut didasarkan kepada nilai yang tetap dari semua asset.
Tujuan utama pemakaian metode akutansi adalah untuk penetapan pajak.
Metode perhitungan depresiasi terdiri atas:

38
1. Straight line method (metode garis lurus)
2. Declining balance method (metode persentasi tetap)
3. Sum of the year digit method (metode jumlah digit)
4. Sinking find method (metode dana lunas)
5. Service output method (metode hasil layanan)
6. Machine hour method (metode jam mesin)
1. Straight line method (metode garis lurus)
Perhitungan depresiasi dengan straight line method mengasumsikan bahwa
nilai, misalnya sebuah mesin mempunyai harga awal Rp 4.000.000,
diperkirakan mempunyai harga akhir Rp 500.000 maka total depresiasi
selama umurnya adalah Rp 4.000.000 – Rp 500.000 = Rp 3.500.000. Jika
ditaksir umur mesin 10 tahun, maka depresiasi/tahun adalah Rp
3.500.000/10 = Rp 350.000. Jadi depresiasi dengan straight line method
berbanding lurus dengan umur peralatan.
Keterangan
D = Depresiasi tahunan
n = umur ekonomis
P = harga awal
L = harga akhir

39
2.6. Biaya Lembur (Overtime)
Menurut Swastha dan Sukotjo (2007), Premi Shift Kerja adalah Upah yang
diberikan kepada karyawan karena bekerja diluar jam kerja normal, misalnya sore
atau malam hari. Upah tipe ini biasanya diberikan kepada karyawan pabrik yang
bekerja 24 jam sehari,yang terbagi 3 shift, yaitu: pagi, sore dan malam. Premi
sihft malam biasanya lebih tinggi dari pada tarif upah biasa. Perlakuan terhadap
premi lembur tergantung atas alasan-alasan terjadinya lembur tersebut. Premi
lembur dapat ditambahkan pada upah tenaga kerja langsung dan dibebankan pada
pekerjaan atau departemen tempat terjadinya lembur tersebut.Perlakuan ini dapat
dibenarkan apabila pabrik telah bekerja pada kapasitas penuh. Premi lembur dapat
diperlakukan sebagai unsur biaya overhead pabrik atau dikeluarkan sama sekali
dari harga pokok produk dan dianggap sebagai biaya periode ( period expenses ).
Perlakuan yang terakhir ini hanya dapat dibenarkan jika lembur tersebut terjadi
karena ketidak efesienan atau pemborosan waktu kerja.
Berdasarkan Pasal 1 Keputusan Menteri Tenaga Kerja dan Transmigrasi
Republik Indonesia Nomor KEP.102/MEN/VI/2004 tentang waktu kerja lembur
dan upah kerja lembur, waktu kerja lembur adalah waktu kerja yang melebihi 7
(tujuh) jam sehari dan 40 (empat puluh) jam dalam1 (satu) minggu untuk 6
(enam) hari kerja dalam 1 (satu) minggu, atau 8 (delapan) jam sehari, dan 40
(empat puluh) jam dalam 1 (satu) minggu untuk 5 (lima) hari
2.7. Theory of Constraint (TOC)
Theory of constraints (TOC) adalah filosofi perbaikan terus-menerus yang
berfokus pada identifikasi dan manajemen kendala untuk tujuan akhir yang

40
diperoleh perusahaan (Tersine, 1994). Dalam kebanyakan organisasi, angka kecil
dari kendala akan mempengaruhi performansi keseluruhan. Jika beberapa kendala
ini dapat diselesaikan, maka performansi perusahaan seluruhnya dapat diperbaiki.
Goldratt telah mengembangkan lima langkah dalam memperbaiki setiap
elemen yang terdapat di dalam sistem (Deffmer, 1997), yaitu:
1. Identifikasi kendala sebuah sistem
Kendala-kendala sebuah sistem dapat berupa material, mesin, orang,
tingkat permintaan atau manajerial. Identifikasi kendala dengan baik dan
membuat prioritas berdasarkan pengaruhnya pada tujuan organisasi
sangat penting dilakukan.
2. Eksploitasi kendala-kendala yang ada
Goldratt memberi contoh lebih baik menajamkan mata gergaji yang
ada (jikalau masih mungkin) daripada langsung mengganti dengan yang
baru. Dengan demikian, proses berpikirnya adalah bagaimana mensiasati
atau memanfaatkan kendala-kendala yang ada untuk memperbaiki kerja
sistem dan tidak langsung membuang kendala tersebut.
3. Subordinasi
Semua non kendala dari sistem harus diupayakan untuk mendukung
secara maksimum keefektifan dan perbaikan kendala yang sudah
ditentukan. Segala sumber daya yang ada harus disinkronisasi karena
perbaikan throughput (penjualan maksimal) perusahaan.
4. Elevasi kendala sistem
Apabila setelah melakukan langkah pertama sampai ketiga perbaikan
kendala yang paling kritis belum menunjukkan hasil, maka usaha

41
perbaikan yang keras harus dilakukan. Pada tahap inilah dilakukan
penambahan kapasitas kendala tersebut. Langkah keempat ini berusaha
mengatasi kendala selangkah demi selangkah sampai akhirnya kendala
ini teratasi dan menjadi non kendala.
5. Kembali ke langkah 1 dan hindari inersia
Jika sebelum langkah keempat, kendala yang ada sudah berhasil diatasi,
maka kembali ke langkah pertama karena prinsip perbaikan terus
menerus harus dilakukan. Waspadai kelembaman (inertia). Ukuran
operasional dalam TOC adalah:
1) Throughput (TH), yaitu tingkat dimana keseluruhan sistem
menghasilkan uang melalui penjualan barang atau jasa. TH
merupakan perbedaan antara pendapatan yang didapat dari penjualan
dengan material cost.
2) Inventory (I), yaitu seluruh uang yang diinvestasikan dalam bentuk
barang yang dimaksudkan untuk dijual.
3) Operating expense (OE), yaitu seluruh uang yang digunakan sistem
untuk merubah persediaan menjadi terhapus.
2.7.1. Thinking Process Theory of Constraint
Thinking process berperan sebagai panduan dalam proses pengambilan
keputusan sebagaimana gambaran logika. Tools dalam thinking proses tersebut
terdiri dari Current Reality Tree (CRT), Evaporating Cloud (EC), Future Reality
Tree (FRT), Prerequisite Tree (PRT) and Transition Tree (TRT).
42
1. Current Reality Tree
Current reality tree salah satu cara menganalisa sebuah permasalahan
dalam system maupun dalam permasalahan yang berhubungan dengan
organisasi. Caranya ialah dengan mengidentifikasi akar dari suatu
permasalahan secara keseluruhan . Kelebihan utama dari CRT ini
ialah dapat dengan terfokus dalam melakukan perbaikan maupun
peningkatan kinerja suatu system. Current reality tree bukan diartikan
sebagai“tree” (pohon) secara real. Melainkan sebuah grafik yang
menunjukanhubungan langsung suatu komponen sistem.
2. Evaporating Cloud (EC)
Evaporating cloud sering disebut sebagai conflict resolution diagram,
merupakan diagram kondisi yang diperlukan dimaksudkan untuk
membantu menyelesaikan konflik dasar seputar kebutuhan untuk
mengubah kebijakan. Ini singkat memaparkan argumen bersaing
(mengubah vs tidak berubah) dan yang paling penting, yang
mendasari (biasanya tersembunyi) asumsi di balik setiap sisi masalah
perubahan.
3. Future Reality Tree
Future reality tree adalah jenis solusi test bench. Future reality tree
adalah cara logis menunjukkan bahwa perubahan yang diusulkan akan
memberikan hasil yang diinginkan sebelum menginvestasikan waktu
substansial, uang, dan energi dalam implementasinya, hanya untuk
mengetahui bahwa itu ditakdirkan untuk gagal di tempat pertama.
Pembentukan sebuah Future reality tree, agen perubahan dapat

43
memungkinkan orang lain dalam organisasi untuk melihat
bagaimana perubahan ini diharapkan terungkap sehingga kelalaian
serius atau kesalahan dapat dideteksi dan dikoreksi sebelumnya.
4. Prereequisite Tree
Prereequisite tree adalah alat perencanaan implementasi. Prereequisite
tree membantu untuk struktur kegiatan yang kompleks melaksanakan
perubahan kebijakan (efektivitas yang divalidasi dalam future reality
tree). Kegiatan komponen dan tugas-apa yang harus terjadi dahulu,
dan hambatan yang harus diatasi-tersusun dalam urutan yang
diperlukan untuk cepat, pelaksanaan yang efektif. Prereequisite tree
biasanya menggambarkan jaringan saling tergantung kegiatan
yang mudah dikonversi menjadi jaringan kegiatan proyek atau
implementasi perubahan dapat dikelola sebagai proyek formal, dengan
kinerja diskrit, biaya, dan parameter jadwal.
5. Transition Tree
Transition tree mengubah prereequisite tree, yang biasanya lebih
seperti kerangka kegiatan yang kompleks, menjadi langkah-demi-
langkah panduan untuk menyelesaikan tugas-tugas komponen. Alat ini
dapat berguna ketika tugas-tugas yang harus diselesaikan oleh
orang-orang yang tidak akrab dengan langkah-langkah untuk
melakukannya. Hal ini juga efektif dalam menjelaskan mengapa
langkah-langkah tertentu harus diselesaikan dalam urutan tertentu.

45
BAB 3
METODOLOGI PENELITIAN
3.1. Jenis Penelitian
Berdasarkan sifatnya, maka penelitian ini digolongkan sebagai penelitian
deskriftif (descriptif research) yaitu penelitian yang melakukan pemecahan
terhadap suatu masalah yang ada sekarang secara sistematis dan faktual
berdasarkan data yang ada.
3.2. Tempat dan Waktu Pelaksanaan Penelitian
Penelitian ini dilakukan di PT. Fajar Baizury And Brother yang bergerak
dalam pengolahan buah sawit menjadi produk minyak CPO yang berfokus pada
unit produksi pengolahan Tandan Buah Segar (TBS), adapun letak perusahaan di
Desa Cembering Kecamatan Kuala, Kabupaten Nagan Raya, Provinsi Aceh.
Adapun waktu pelaksanaan penelitian dan penyusunan Tugas Akhir
direncanakan 6 (enam) bulan, time line penelitian dapat dilihat pada tabel 3.1 di
bawah ini:
Tabel 3.1: Time Line Penelitian
AKTIVITAS BULAN
Pertama Kedua Ketiga Keempat Kelima Keenam Pengajuan Judul
Proposal Tugas Akhir
dan Studi Pustaka
- - - - -
Penyusunan Proposal
-
-
- -
Pengumpulan data dan
Penyusunan Hasil
Penelitian
- - - -
Laporan - - - -
Sumber : Data Sekunder, 2016
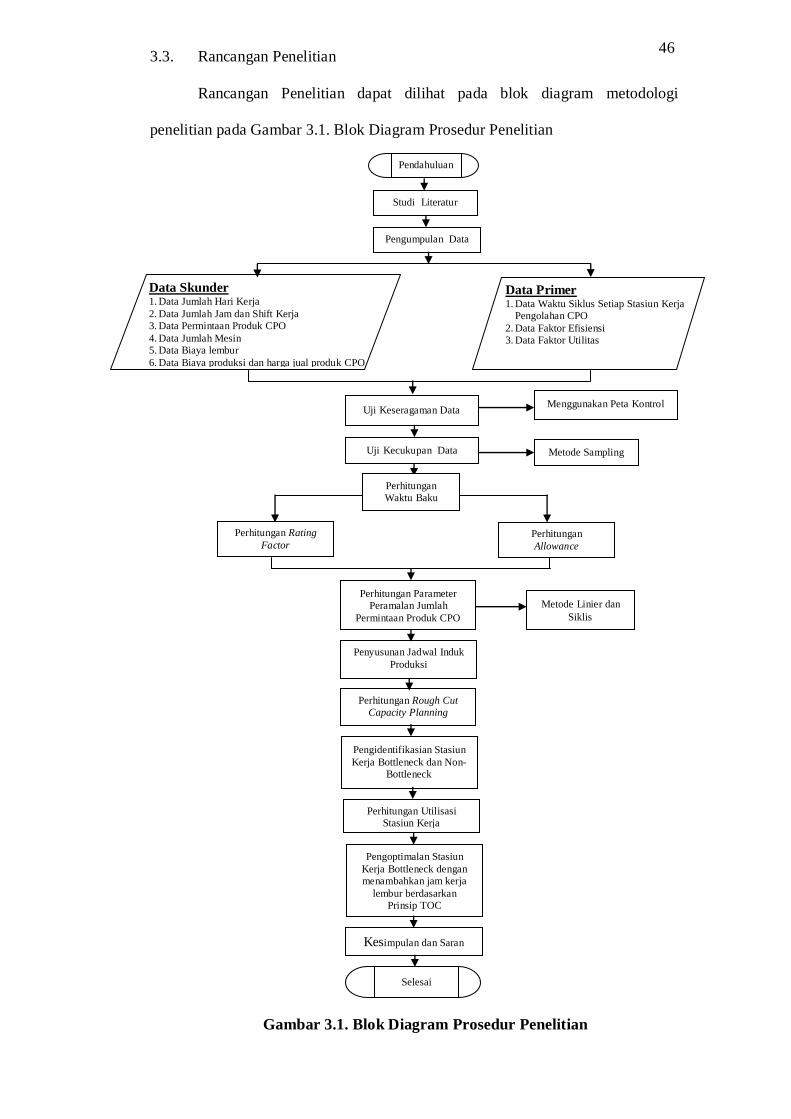
46
3.3. Rancangan Penelitian
Rancangan Penelitian dapat dilihat pada blok diagram metodologi
penelitian pada Gambar 3.1. Blok Diagram Prosedur Penelitian
46
Gambar 3.1. Blok Diagram Prosedur Penelitian
Pengumpulan Data
Studi Literatur
Kesimpulan dan Saran
Data Primer 1. Data Waktu Siklus Setiap Stasiun Kerja
Pengolahan CPO
2. Data Faktor Efisiensi
3. Data Faktor Utilitas
Data Skunder 1. Data Jumlah Hari Kerja
2. Data Jumlah Jam dan Shift Kerja
3. Data Permintaan Produk CPO
4. Data Jumlah Mesin
5. Data Biaya lembur
6. Data Biaya produksi dan harga jual produk CPO
Selesai
Menggunakan Peta Kontrol
Metode Linier dan
Siklis
Metode Sampling
Uji Kecukupan Data
Uji Keseragaman Data
Perhitungan Parameter
Peramalan Jumlah
Permintaan Produk CPO
Penyusunan Jadwal Induk
Produksi
Perhitungan
Waktu Baku
Perhitungan Rating
Factor Perhitungan
Allowance
Perhitungan Rough Cut
Capacity Planning
Pengidentifikasian Stasiun
Kerja Bottleneck dan Non-
Bottleneck
Perhitungan Utilisasi
Stasiun Kerja
Pengoptimalan Stasiun
Kerja Bottleneck dengan
menambahkan jam kerja
lembur berdasarkan
Prinsip TOC
Pendahuluan
47
3.3.1. Pendahuluan
Peninjauan Lapangan dilakukan untuk melihat secara nyata proses
produksi dan data yang ada didalam perusahaan serta untuk mengetahui masalah-
masalah yang terjadi dilapangan. Dan masalah yang ditemui adalah terjadinya
penumpukan bahan baku (Bottleneck) pada proses produksi yang mengakibatkan
penurunan kapasitas kinerja mesin pengolahan tandan buah segar untuk
menghasilkan CPO.
3.3.2. Studi literatur
Studi literatur dilakukan untuk melihat atau meninjau pustaka-pustaka
yang berkaitan dengan penelitian yang dilakukan atau mengumpulkan data
pustaka tentang perencanaan dan pengendalian produksi, Perhitungan kapasitas
dengan Theory of constraints (TOC) dan dan mempelajari teori-teori literatur yang
berhubungan dengan Pengoptimalan Stasiun Kerja Bottleneck dengan
menambahkan jam kerja lembur berdasarkan Prinsip Theory of Constraints.
3.3.3. Pengumpulan Data
Penelitian ini menggunakan beberapa metode atau teknik dan instrumen
yang digunakan untuk pengumpulan data diantaranya adalah:
1. Metode observasi, yaitu syarat utama dalam metodologi penelitian,
yang melihat secara langsung proses produksi dan mengukur waktu
siklus setiap stasiun kerja. Pengamatan dilakukan dengan menggunakan
metode pengukuran waktu stopwatch time study yang berguna dalam
proses pengumpulan data secara sistematis dan analisis logis terhadap
pengambilan datas secara langsung, sehingga dapat memberikan suatu

48
kesimpulan atau diagnosis permasalahan ditempat penelitian demi
mencapai suatu tujuan dalam kegiatan penelitian.
2. Teknik dokumentasi, yaitu mencatat data yang dibutuhkan pada proses
pengolahan mesin sterilizer, mesin penebah, mesin screw press dan
mesin pemurnian minyak untuk bahan penelitian yang ada di
perusahaan.
3. Wawancara dengan pekerja tentang proses produksi.
Dalam penelitian descriptif research (pemecahan terhadap suatu
masalah) wawancara menjadi metode pengumpulan data yang utama.
Adapun data yang di perlukan dalam penelitian ini terbagi dalam dua
bagian diantaranya adalah:
1. Data primer yang dikumpulkan dalam penelitian ini dengan
melakukan pengamatan secara langsung pada daerah kerja atau
tempat pengolahan tandah buah segar diantaranya meliputi data:
1) Data Waktu Siklus Setiap Stasiun Kerja Pengolahan CPO.
2) Data Faktor Efisiensi
3) Data Faktor Utilitas
Adapun instrumen yang digunakan dalam pengambilan data
primer adalah Stop Watch yang digunakan untuk menghitung
Waktu Siklus mesin produksi CPO.
2. Data Sekunder adalah data yang hanya dapat kita peroleh dari
sumber asli perusahaan. Adapun data skunder dalam penelitian ini
adalah adalah sebagai berikut:
1) Data Jumlah Hari Kerja
49
2) Data Jumlah Jam dan Shift Kerja
3) Data Permintaan Produk CPO
4) Data Jumlah Mesin
5) Data Biaya lembur
6) Data Biaya produksi dan harga jual produk CPO
3.3.4. Pengolahan Data
Langkah-langkah dalam proses pengolahan data adalah sebagai berikut:
1. Menghitung waktu baku produksi. Perhitungan waktu baku melalui
tahapan sebagai berikut:
1) Mengukur waktu siklus dengan metode jam henti (stop watch).
2) Menguji keseragaman dan kecukupan data dari hasil pengamatan
waktu siklus.
3) Menentukan rating factor dan allowance untuk masing-masing
operator di setiap stasiun kerja.
4) Menghitung waktu baku.
2. Menentukan jumlah permintaan untuk dua belas bulan ke depan dengan
melakukan peramalan.
3. Menghitung Rough-Cut Capacity Planning (RCCP).
4. Mengidentifikasi stasiun kerja yang bottleneck dan non-bottleneck.
5. Menghitung utilisasi stasiun kerja sebelum dan sesudah perbaikan.
6. Menentukan penambahan jam kerja dan biaya lembur yang optimal dengan
pendekatan Theory Of Constraint (TOC).

50
3.3.5. Kesimpulan dan Saran
Penarikan kesimpulan dilakukan untuk merangkum hal-hal penting
berdasarkan tujuan dari penelitian tersebut. Saran diberikan untuk perusahaan dan
penelitian selanjutnya yang ingin mengembangkan penelitian ini.

BAB 4
PENGUMPULAN DAN PENGOLAHAN DATA
4.1. Pengumpulan Data
4.1.1. Pengukuran Waktu Siklus
Pengukuran waktu siklus dilakukan menggunakan metode jam henti (stop
watch time study). Dimana pengukuran waktu dilakukan pada proses produksi CPO
pada PT. Fajar Baizuru and Brothers. Pengukuran waktu olah di fokuskan pada
stasiun Sterilizer, Thesher/Penebah, Screw Press dan Pemurnian Minyak dengan
menggunakan alat ukur stop watch. Adapun data waktu siklus pada proses produksi
CPO adalah sebagai berikut.
4.1.1.1. Pengukuran Waktu Siklus Mesin Sterilizer
Lamanya proses pengolahan yang terjadi pada mesin Sterilizer pada
perebusan TBS maka dapat dilihat waktu siklus penyelesaiannya pada Tabel 4.1.
berikut.
Tabel 4.1. Waktu Siklus Proses Perebusan TBS pada Stasiun Sterilizer
No Hari Penelitian Waktu Siklus (Detik)
1. 01 Februari 20 16 5466
2. 02 Februari 20 16 5510
3. 03 Februari 20 16 5567
4. 04 Februari 20 16 5456
5. 05 Februari 20 16 5694
6. 06 Februari 20 16 5511
7. 08 Februari 20 16 5611
8. 09 Februari 20 16 5426
9. 10 Februari 20 16 5696
10. 11 Februari 20 16 5642
11. 12 Februari 20 16 5448
51

52
Tabel 4.1. Waktu Siklus Proses Perebusan TBS
pada Stasiun Sterilizer (Lanjutan)
No Hari Penelitian Waktu Siklus (Detik)
12. 13 Februari 20 16 5338
13. 15 Februari 20 16 5349
14. 16 Februari 20 16 5510
15. 17 Februari 20 16 5659
16. 18 Februari 20 16 5492
17. 19 Februari 20 16 5700
18. 20 Februari 20 16 5561
19. 21 Februari 20 16 5507
20. 22 Februari 20 16 5556
21. 23 Februari 20 16 5537
22. 24 Februari 20 16 5312
23. 25 Februari 20 16 5648
24. 26 Februari 20 16 5324
25. 27 Februari 20 16 5572
26. 29 Februari 20 16 5436 Sumber: Pengumpulan Data Primer di PT. Fajar Baizuri and Brothers 2016
4.1.1.2. Pengukuran Waktu Siklus Mesin Thesher/Penebah
Lamanya proses pengolahan yang terjadi pada mesin Thesher/Penebah pada
Perontokan TBS maka dapat dilihat waktu siklus penyelesaiannya pada Tabel 4.2.
berikut.
Tabel 4.2. Waktu Siklus Proses Perontokan TBS pada Stasiun Thesher/Penebah
No Hari Penelitian Waktu Siklus (Detik)
1. 01 Februari 20 16 4503
2. 02 Februari 20 16 4215
3. 03 Februari 20 16 4420
4. 04 Februari 20 16 4435
5. 05 Februari 20 16 4597
6. 06 Februari 20 16 4543
7. 08 Februari 20 16 4300
8. 09 Februari 20 16 4255
9. 10 Februari 20 16 4476
10. 11 Februari 20 16 4596
11. 12 Februari 20 16 4223
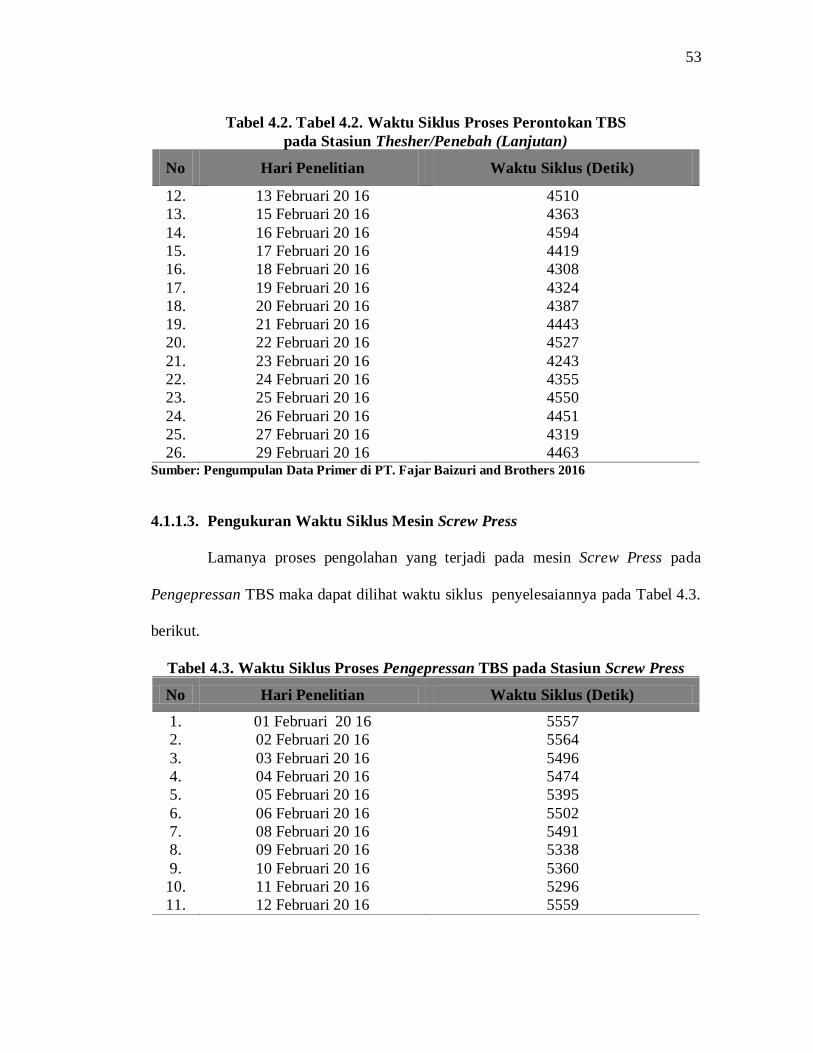
53
Tabel 4.2. Tabel 4.2. Waktu Siklus Proses Perontokan TBS
pada Stasiun Thesher/Penebah (Lanjutan)
No Hari Penelitian Waktu Siklus (Detik)
12. 13 Februari 20 16 4510
13. 15 Februari 20 16 4363
14. 16 Februari 20 16 4594
15. 17 Februari 20 16 4419
16. 18 Februari 20 16 4308
17. 19 Februari 20 16 4324
18. 20 Februari 20 16 4387
19. 21 Februari 20 16 4443
20. 22 Februari 20 16 4527
21. 23 Februari 20 16 4243
22. 24 Februari 20 16 4355
23. 25 Februari 20 16 4550
24. 26 Februari 20 16 4451
25. 27 Februari 20 16 4319
26. 29 Februari 20 16 4463 Sumber: Pengumpulan Data Primer di PT. Fajar Baizuri and Brothers 2016
4.1.1.3. Pengukuran Waktu Siklus Mesin Screw Press
Lamanya proses pengolahan yang terjadi pada mesin Screw Press pada
Pengepressan TBS maka dapat dilihat waktu siklus penyelesaiannya pada Tabel 4.3.
berikut.
Tabel 4.3. Waktu Siklus Proses Pengepressan TBS pada Stasiun Screw Press
No Hari Penelitian Waktu Siklus (Detik)
1. 01 Februari 20 16 5557
2. 02 Februari 20 16 5564
3. 03 Februari 20 16 5496
4. 04 Februari 20 16 5474
5. 05 Februari 20 16 5395
6. 06 Februari 20 16 5502
7. 08 Februari 20 16 5491
8. 09 Februari 20 16 5338
9. 10 Februari 20 16 5360
10. 11 Februari 20 16 5296
11. 12 Februari 20 16 5559

54
Tabel 4.3. Waktu Siklus Proses Pengepressan TBS
pada Stasiun Screw Press (Lanjutan)
No Hari Penelitian Waktu Siklus (Detik)
12. 13 Februari 20 16 5394
13. 15 Februari 20 16 5293
14. 16 Februari 20 16 5504
15. 17 Februari 20 16 5600
16. 18 Februari 20 16 5394
17. 19 Februari 20 16 5341
18. 20 Februari 20 16 5461
19. 21 Februari 20 16 5494
20. 22 Februari 20 16 5433
21. 23 Februari 20 16 5519
22. 24 Februari 20 16 5303
23. 25 Februari 20 16 5398
24. 26 Februari 20 16 5559
25. 27 Februari 20 16 5481
26. 29 Februari 20 16 5451 Sumber: Pengumpulan Data Primer di PT. Fajar Baizuri and Brothers 2016
4.1.1.4. Pengukuran Waktu Siklus Mesin Pemurnian Minyak
Lamanya proses pengolahan yang terjadi pada mesin Pemurnian Minyak
pada Clarification Station TBS maka dapat dilihat waktu siklus penyelesaiannya
pada Tabel 4.4. berikut.
Tabel 4.4. Waktu Siklus Proses Pemurnian Minyak TBS
pada Clarification Station
No Hari Penelitian Waktu Siklus (Detik)
1. 01 Februari 20 16 5248
2. 02 Februari 20 16 5131
3. 03 Februari 20 16 5166
4. 04 Februari 20 16 5066
5. 05 Februari 20 16 5090
6. 06 Februari 20 16 5033
7. 08 Februari 20 16 5170
8. 09 Februari 20 16 5035
9. 10 Februari 20 16 5160
10. 11 Februari 20 16 5236
11. 12 Februari 20 16 5289
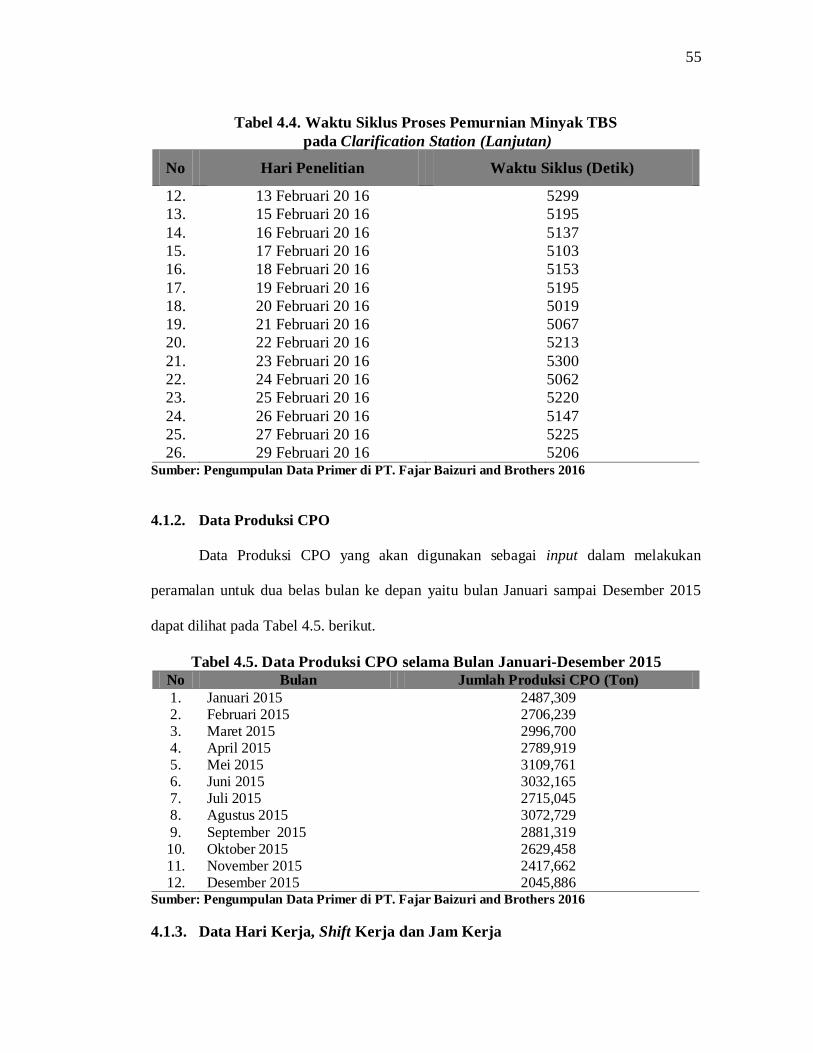
55
Tabel 4.4. Waktu Siklus Proses Pemurnian Minyak TBS
pada Clarification Station (Lanjutan)
No Hari Penelitian Waktu Siklus (Detik)
12. 13 Februari 20 16 5299
13. 15 Februari 20 16 5195
14. 16 Februari 20 16 5137
15. 17 Februari 20 16 5103
16. 18 Februari 20 16 5153
17. 19 Februari 20 16 5195
18. 20 Februari 20 16 5019
19. 21 Februari 20 16 5067
20. 22 Februari 20 16 5213
21. 23 Februari 20 16 5300
22. 24 Februari 20 16 5062
23. 25 Februari 20 16 5220
24. 26 Februari 20 16 5147
25. 27 Februari 20 16 5225
26. 29 Februari 20 16 5206 Sumber: Pengumpulan Data Primer di PT. Fajar Baizuri and Brothers 2016
4.1.2. Data Produksi CPO
Data Produksi CPO yang akan digunakan sebagai input dalam melakukan
peramalan untuk dua belas bulan ke depan yaitu bulan Januari sampai Desember 2015
dapat dilihat pada Tabel 4.5. berikut.
Tabel 4.5. Data Produksi CPO selama Bulan Januari-Desember 2015
No Bulan Jumlah Produksi CPO (Ton)
1. Januari 2015 2487,309 2. Februari 2015 2706,239 3. Maret 2015 2996,700 4. April 2015 2789,919 5. Mei 2015 3109,761 6. Juni 2015 3032,165 7. Juli 2015 2715,045 8. Agustus 2015 3072,729
9. September 2015 2881,319 10. Oktober 2015 2629,458 11. November 2015 2417,662 12. Desember 2015 2045,886
Sumber: Pengumpulan Data Primer di PT. Fajar Baizuri and Brothers 2016
4.1.3. Data Hari Kerja, Shift Kerja dan Jam Kerja

56
Data jumlah hari kerja dibutuhkan sebagai input dalam menghitung kapasitas
yang tersedia di pabrik untuk setiap stasiun kerja. Data jumlah hari kerja di PT. Fajar
Baizuri and Brothers selama tahun 2015 dapat dilihat pada Tabel 4.6. berikut.
Tabel 4.6. Data Hari Kerja, Shift Kerja dan Jam Kerja Tahun 2015
No Bulan Hari Kerja Shift Kerja Jam Kerja 1. Januari 2015 26 2 8 2. Februari 2015 26 2 8 3. Maret 2015 26 2 8 4. April 2015 26 2 8 5. Mei 2015 26 2 8 6. Juni 2015 26 2 8 7. Juli 2015 26 2 8
8. Agustus 2015 26 2 8 9. September 2015 26 2 8
10. Oktober 2015 26 2 8 11. November 2015 26 2 8 12. Desember 2015 26 2 8
Sumber: Pengumpulan Data Primer di PT. Fajar Baizuri and Brothers 2016
4.1.4. Data Jumlah Masin
Jumlah mesin yang terdapat pada PT. Fajar Baizuri and Brothers dapat
dilihat pada Tabel 4.7. berikut.
Tabel 4.7. Jumlah Mesin
No Nama Mesin Jumlah Mesin (Unit)
1 Sterilizer 4
2 Thesher/ Penebah 3
3 Screw Press 4
4 Pemurnian Minyak 4 Sumber: Pengumpulan Data Primer di PT. Fajar Baizuri and Brothers 2016
4.2. Pengolahan Data
4.2.1. Uji Keseragaman Data

57
Uji keseragaman data dilakukan untuk melihat apakah variasi waktu
penyelesaian setiap proses produksi yang merupakan hasil pengamatan masih berada
dalam batas-batas kewajaran atau tidak. Dalam uji keseragaman ini digunakan tingkat
kepercayaan 95 % dan tingkat keyakinan 5 %.
4.2.1.1. Uji Keseragaman Data Proses Perebusan pada Stasiun Sterilizer
Berikut ini akan dilakukan perhitungan uji keseragaman data waktu siklus
pada stasiun sterilizer yang dapat dilihat pada Tabel 4.8. berikut.
Perhitungan – 5520,31– 5466 = 54,31
– 2 = 54,31
2 = 2949,5761
Tabel 4.8 Uji Keseragaman Data Proses Perebusan pada Stasiun Sterilizer
No Tanggal X 2
1. 01 Februari 20 16 5466 5520,31 54,31 2949,5761
2. 02 Februari 20 16 5510 5520,31 10,31 106,2961
3. 03 Februari 20 16 5567 5520,31 -46,69 2179,9561
4. 04 Februari 20 16 5456 5520,31 64,31 4135,7761
5. 05 Februari 20 16 5694 5520,31 -173,69 30168,2161
6. 06 Februari 20 16 5511 5520,31 9,31 86,6761
7. 08 Februari 20 16 5611 5520,31 -90,69 8224,6761
8. 09 Februari 20 16 5426 5520,31 94,31 8894,3761
9. 10 Februari 20 16 5696 5520,31 -175,69 30866,9761
10. 11 Februari 20 16 5642 5520,31 -121,69 14808,4561
11. 12 Februari 20 16 5448 5520,31 72,31 5228,7361
12. 13 Februari 20 16 5338 5520,31 182,31 33236,9361
13. 15 Februari 20 16 5349 5520,31 171,31 29347,1161
14. 16 Februari 20 16 5510 5520,31 10,31 106,2961
Tabel 4.8 Uji Keseragaman Data Proses Perebusan
pada Stasiun Sterilizer (Lanjutan)
No Tanggal X 2
15. 17 Februari 20 16 5659 5520,31 -138,69 19234,9161

58
5000
5100
5200
5300
5400
5500
5600
5700
5800
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26
DATA
Rata-Rata
PETA KONTROL PROSES PEREBUSAN
JUMLAH PENGAMATAN
WA
KT
U
PE
NG
AM
AT
AN
16. 18 Februari 20 16 5492 5520,31 28,31 801,4561
17. 19 Februari 20 16 5700 5520,31 -179,69 32288,4961
18. 20 Februari 20 16 5561 5520,31 -40,69 1655,6761
19. 21 Februari 20 16 5507 5520,31 13,31 177,1561
20. 22 Februari 20 16 5556 5520,31 -35,69 1273,7761
21. 23 Februari 20 16 5537 5520,31 -16,69 278,5561
22. 24 Februari 20 16 5312 5520,31 208,31 43393,0561
23. 25 Februari 20 16 5648 5520,31 -127,69 16304,7361
24. 26 Februari 20 16 5324 5520,31 196,31 38537,6161
25. 27 Februari 20 16 5572 5520,31 -51,69 2671,8561
26. 29 Februari 20 16 5436 5520,31 84,31 7108,1761
Total 143528 334065,5386
Rata-Rata 5520,31
Standar Deviasi 115,6
BKA 5751,51
BKB 5289,11 Sumber : PT. Fajar Baizuri and Brothers Nagan Raya, 2016 yang diolah)
Dari data waktu Siklus Proses Perebusan TBS diatas dialakukan perhitungan
sebagai berikut:
Simpangan baku (σ)
Batas Kontrol Atas (BKA)
BKA =
= 5520,31+ 2 (115,6)
= 5751,51
Berdasarkan hasil perhitungan uji keseragaman data pada proses perebusan
TBS di stasiun Strelilizer diatas, maka untuk lebih jelsanya dapat dilihat pada gambar
4.1. berikut.
413362,621525
6334065,538
1-26
6334065,538
1
)(1
2
N
n
i
i
115,6
BKB =
= 5520,31 - 2 (115,6)
= 5289,11

59
Gambar 4.1. Peta Kontrol Proses Perebusan pada Stasiun Sterilizer
Berdasarkan gambar 4.1. peta kontrol proses perebusan TBS diatas dapat
dilihat bahwa semua data berada dalam batas kontrol (in control) yang berarti
keseluruhan data dapat diterima.
4.2.1.2. Uji Keseragaman Data Proses Perontokan pada Stasiun
Thesher/Penebah
Berikut ini akan dilakukan perhitungan uji keseragaman data waktu siklus
pada stasiun Thesher/Penebah, yang dapat dilihat pada Tabel 4.9. berikut.
Perhitungan – 4416,12– 4503= -86,88
– 2 = -86,88
2 = 7548,1344
Tabel 4.9. Uji Keseragaman Data Proses Perontokan
pada Stasiun Thesher/Penebah
No Tanggal X 2
1. 01 Februari 20 16 4503 4416,12 -86,88 7548,1344

60
2. 02 Februari 20 16 4215 4416,12 201,12 40449,2544
3. 03 Februari 20 16 4420 4416,12 -3,88 15,0544
4. 04 Februari 20 16 4435 4416,12 -18,88 356,4544
5. 05 Februari 20 16 4597 4416,12 -180,88 32717,5744
6. 06 Februari 20 16 4543 4416,12 -126,88 16098,5344
7. 08 Februari 20 16 4300 4416,12 116,12 13483,8544
8. 09 Februari 20 16 4255 4416,12 161,12 25959,6544
9. 10 Februari 20 16 4476 4416,12 -59,88 3585,6144
10. 11 Februari 20 16 4596 4416,12 -179,88 32356,8144
11. 12 Februari 20 16 4223 4416,12 193,12 37295,3344
12. 13 Februari 20 16 4510 4416,12 -93,88 8813,4544
13. 15 Februari 20 16 4363 4416,12 53,12 2821,7344
14. 16 Februari 20 16 4594 4416,12 -177,88 31641,2944
15. 17 Februari 20 16 4419 4416,12 -2,88 8,2944
16. 18 Februari 20 16 4308 4416,12 108,12 11689,9344
17. 19 Februari 20 16 4324 4416,12 92,12 8486,0944
18. 20 Februari 20 16 4387 4416,12 29,12 847,9744
19. 21 Februari 20 16 4443 4416,12 -26,88 722,5344
20. 22 Februari 20 16 4527 4416,12 -110,88 12294,3744
21. 23 Februari 20 16 4243 4416,12 173,12 29970,5344
22. 24 Februari 20 16 4355 4416,12 61,12 3735,6544
23. 25 Februari 20 16 4550 4416,12 -133,88 17923,8544
24. 26 Februari 20 16 4451 4416,12 -34,88 1216,6144
25. 27 Februari 20 16 4319 4416,12 97,12 9432,2944
26. 29 Februari 20 16 4463 4416,12 -46,88 2197,7344
Total 114819 351668,6544
Rata-Rata 4416,12
Standar Deviasi 118,6
BKA 4653,32
BKB 4178,92 Sumber : PT. Fajar Baizuri and Brothers Nagan Raya, 2016 yang diolah)
Dari data waktu Siklus Proses Perontokan TBS diatas dialakukan perhitungan
sebagai berikut: Simpangan baku (σ)
Batas Kontrol Atas (BKA)
BKA =
814066,746125
4351668,654
1-26
4351668,654
1
)(1
2
N
n
i
i
118,6
BKB =
= 4416,12 - 2 (118,6)
= 4178,92

61
3900
4000
4100
4200
4300
4400
4500
4600
4700
1 3 5 7 9 11 13 15 17 19 21 23 25
DATA
Rata-Rata
BKA
BKB
PETA KONTROL PROSES PERONTOKAN TBS
JUMLAH PENGAMATAN
WA
KT
U
PE
NG
AM
AT
AN
= 4416,12 + 2 (118,6)
= 4653,32
Berdasarkan hasil perhitungan uji keseragaman data pada proses perontokan
TBS di stasiun Thesher/Penebah diatas, maka untuk lebih jelsanya dapat dilihat pada
gambar 4.2. berikut.
Gambar 4.2. Peta Kontrol Proses Perontokan pada Stasiun Thesher/Penebah
Berdasarkan gambar 4.2. peta kontrol proses perontokan TBS diatas dapat
dilihat bahwa semua data berada dalam batas kontrol (in control) yang berarti
keseluruhan data dapat diterima.
4.2.1.3. Uji Keseragaman Data Proses Pengepressan pada Stasiun Screw Press
Berikut ini akan dilakukan perhitungan uji keseragaman data waktu siklus
pada stasiun Screw Press, yang dapat dilihat pada Tabel 4.10. berikut.
Perhitungan – 4416,12– 4503= -86,88
– 2 = -86,88
2 = 7548,1344
Tabel 4.10. Uji Keseragaman Data Proses Pengepressan
pada Stasiun Screw Press
No Tanggal X 2

62
1. 01 Februari 20 16 5557 5444,5 -112,5 12656,25
2. 02 Februari 20 16 5564 5444,5 -119,5 14280,25
3. 03 Februari 20 16 5496 5444,5 -51,5 2652,25
4. 04 Februari 20 16 5474 5444,5 -29,5 870,25
5. 05 Februari 20 16 5395 5444,5 49,5 2450,25
6. 06 Februari 20 16 5502 5444,5 -57,5 3306,25
7. 08 Februari 20 16 5491 5444,5 -46,5 2162,25
8. 09 Februari 20 16 5338 5444,5 106,5 11342,25
9. 10 Februari 20 16 5360 5444,5 84,5 7140,25
10. 11 Februari 20 16 5296 5444,5 148,5 22052,25
11. 12 Februari 20 16 5559 5444,5 -114,5 13110,25
12. 13 Februari 20 16 5394 5444,5 50,5 2550,25
13. 15 Februari 20 16 5293 5444,5 151,5 22952,25
14. 16 Februari 20 16 5504 5444,5 -59,5 3540,25
15. 17 Februari 20 16 5600 5444,5 -155,5 24180,25
16. 18 Februari 20 16 5394 5444,5 50,5 2550,25
17. 19 Februari 20 16 5341 5444,5 103,5 10712,25
18. 20 Februari 20 16 5461 5444,5 -16,5 272,25
19. 21 Februari 20 16 5494 5444,5 -49,5 2450,25
20. 22 Februari 20 16 5433 5444,5 11,5 132,25
21. 23 Februari 20 16 5519 5444,5 -74,5 5550,25
22. 24 Februari 20 16 5303 5444,5 141,5 20022,25
23. 25 Februari 20 16 5398 5444,5 46,5 2162,25
24. 26 Februari 20 16 5559 5444,5 -114,5 13110,25
25. 27 Februari 20 16 5481 5444,5 -36,5 1332,25
26. 29 Februari 20 16 5451 5444,5 -6,5 42,25
Total 141657 203582,5
Rata-Rata 5448,35
Standar Deviasi 90,15
BKA 5628,65
BKB 5268,05 Sumber : PT. Fajar Baizuri and Brothers Nagan Raya, 2016 yang diolah)
Dari data waktu Siklus Proses Pengepressan TBS diatas dialakukan
perhitungan sebagai berikut: Simpangan baku (σ)
Batas Kontrol Atas (BKA)
BKA =
8143,30025
203582,5
1-26
203582,5
1
)(1
2
N
n
i
i
90,15
BKB =
= 5448,35 - 2 (90,15)
= 5268,05

63
5000
5100
5200
5300
5400
5500
5600
5700
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26
DATA
Rata-Rata
BKA
BKB
PETA KONTROL PROSES PENGEPRESSAN TBS
JUMLAH PENGAMATAN
WA
KT
U P
EN
GA
MA
TA
N
= 5448,35+ 2 (90,15)
= 5628,65
Berdasarkan hasil perhitungan uji keseragaman data pada proses pengepresan
TBS di stasiun Screw Press diatas, maka untuk lebih jelsanya dapat dilihat pada
gambar 4.3. berikut.
Gambar 4.3. Peta Kontrol Proses Perngepressan pada Stasiun Screw Press
Berdasarkan gambar 4.3. peta kontrol proses pengepressan TBS diatas dapat
dilihat bahwa semua data berada dalam batas kontrol (in control) yang berarti
keseluruhan data dapat diterima.
4.2.1.4. Uji Keseragaman Data Proses Pemurnian Minyak pada Stasiun
Clarification
Berikut ini akan dilakukan perhitungan uji keseragaman data waktu siklus
pada stasiun Clarification yang dapat dilihat pada Tabel 4.11. berikut.
Perhitungan – 5160,19 – 5248= -87,81
– 2 = -87,81
2 = 7710,5961
Tabel 4.11. Uji Keseragaman Data Proses Pemurnian
Minyak pada Stasiun Clarification
No Tanggal X 2

64
1. 01 Februari 20 16 5248 5160,19 -87,81 7710,5961
2. 02 Februari 20 16 5131 5160,19 29,19 852,0561
3. 03 Februari 20 16 5166 5160,19 -5,81 33,7561
4. 04 Februari 20 16 5066 5160,19 94,19 8871,7561
5. 05 Februari 20 16 5090 5160,19 70,19 4926,6361
6. 06 Februari 20 16 5033 5160,19 127,19 16177,2961
7. 08 Februari 20 16 5170 5160,19 -9,81 96,2361
8. 09 Februari 20 16 5035 5160,19 125,19 15672,5361
9. 10 Februari 20 16 5160 5160,19 0,19 0,0361
10. 11 Februari 20 16 5236 5160,19 -75,81 5747,1561
11. 12 Februari 20 16 5289 5160,19 -128,81 16592,0161
12. 13 Februari 20 16 5299 5160,19 -138,81 19268,2161
13. 15 Februari 20 16 5195 5160,19 -34,81 1211,7361
14. 16 Februari 20 16 5137 5160,19 23,19 537,7761
15. 17 Februari 20 16 5103 5160,19 57,19 3270,6961
16. 18 Februari 20 16 5153 5160,19 7,19 51,6961
17. 19 Februari 20 16 5195 5160,19 -34,81 1211,7361
18. 20 Februari 20 16 5019 5160,19 141,19 19934,6161
19. 21 Februari 20 16 5067 5160,19 93,19 8684,3761
20. 22 Februari 20 16 5213 5160,19 -52,81 2788,8961
21. 23 Februari 20 16 5300 5160,19 -139,81 19546,8361
22. 24 Februari 20 16 5062 5160,19 98,19 9641,2761
23. 25 Februari 20 16 5220 5160,19 -59,81 3577,2361
24. 26 Februari 20 16 5147 5160,19 13,19 173,9761
25. 27 Februari 20 16 5225 5160,19 -64,81 4200,3361
26. 29 Februari 20 16 5206 5160,19 -45,81 2098,5561
Total 134165 172878,0386
Rata-Rata 5160,19
Standar Deviasi 83,16
BKA 5326,51
BKB 4993,87 Sumber : PT. Fajar Baizuri and Brothers Nagan Raya, 2016 yang diolah)
Dari data waktu Siklus Proses Pemurnian Minyak diatas dialakukan
perhitungan sebagai berikut: Simpangan baku (σ)
Batas Kontrol Atas (BKA)
46915,1215425
6172878,038
1-26
6172878,038
1
)(1
2
N
n
i
i
83,16
BKB =
= 5160,19 - 2 (83,16)
= 4993,87

65
4800
4900
5000
5100
5200
5300
5400
1 3 5 7 9 11 13 15 17 19 21 23 25
DATA
Rata-Rata
BKA
BKB
PETA KONTROL PROSES PEMURNIAN MINYAK
JUMLAH PENGAMATAN
WA
KT
U
PE
NG
AM
AT
AN
BKA =
= 5160,19+ 2 (83,16)
= 5326,51
Berdasarkan hasil perhitungan uji keseragaman data pada proses perontokan
TBS di stasiun Thesher/Penebah diatas, maka untuk lebih jelsanya dapat dilihat pada
gambar 4.4. berikut.
Gambar 4.4. Peta Kontrol Proses Perontokan pada Stasiun Thesher/Penebah
Berdasarkan gambar 4.4. peta kontrol proses Pemurnian Minyak diatas dapat
dilihat bahwa semua data berada dalam batas kontrol (in control) yang berarti
keseluruhan data dapat diterima.
4.2.2. Uji Kecukupan Data
Dalam menentukan banyaknya data yang dibutuhkan maka harus dilakukan
terlebih dahulu berapa tingkat kepercayaan (convidence level) dan derajat ketelitian
(degree of accuracy) untuk pengukuran kerja ini. Di dalam aktivitas pengukuran kerja

66
biasanya akan diambil 95 % tingkat kepercayaan dan 5% tingkat ketelitian. Hal ini
berarti bahwa sekurang-kurangnya 95 dari 100 harga rata-rata dari waktu yang dicatat
untuk suatu elemen kerja yang memiliki penyimpangan tidak lebih dari 5 %. Adapun
persamaan yang digunakan seperti yang terlihat pada persamaan 2.14 sebelumnya.
Berikut ini akan dilakukan perhitungan kecukupan data yang diambil pada
pengukuran waktu siklus pada stasiun sterilizer yang dapat dilihat pada Tabel 4.12.
berikut.
4.2.2.1. Uji Kecukupan Data Proses Perebusan pada Stasiun Sterilizer
Berikut ini akan dilakukan perhitungan uji kecukupan data waktu siklus pada
stasiun sterilizer yang dapat dilihat pada Tabel 4.12. berikut
Tabel 4.12. Uji Kecukupan Data Proses Perebusan pada Stasiun Sterilizer
No Tanggal X X2
1. 01 Februari 20 16 5466 29877156
2. 02 Februari 20 16 5510 30360100
3. 03 Februari 20 16 5567 30991489
4. 04 Februari 20 16 5456 29767936
5. 05 Februari 20 16 5694 32421636
6. 06 Februari 20 16 5511 30371121
7. 08 Februari 20 16 5611 31483321
8. 09 Februari 20 16 5426 29441476
9. 10 Februari 20 16 5696 32444416
10. 11 Februari 20 16 5642 31832164
11. 12 Februari 20 16 5448 29680704
12. 13 Februari 20 16 5338 28494244
13. 15 Februari 20 16 5349 28611801
14. 16 Februari 20 16 5510 30360100
Tabel 4.12. Uji Kecukupan Data Proses Perebusan
pada Stasiun Sterilizer (Lanjutan)

67
No Tanggal X X2
15. 17 Februari 20 16 5659 32024281
16. 18 Februari 20 16 5492 30162064
17. 19 Februari 20 16 5700 32490000
18. 20 Februari 20 16 5561 30924721
19. 21 Februari 20 16 5507 30327049
20. 22 Februari 20 16 5556 30869136
21. 23 Februari 20 16 5537 30658369
22. 24 Februari 20 16 5312 28217344
23. 25 Februari 20 16 5648 31899904
24. 26 Februari 20 16 5324 28344976
25. 27 Februari 20 16 5572 31047184
26. 29 Februari 20 16 5436 29550096
Total 143528 792652788
N' 0,67 Sumber : PT. Fajar Baizuri and Brothers Nagan Raya, 2016 yang diolah)
Adapun cara perhitungan uji kecukupan data proses perebusan pada stasiun
Sterilizer sebagai berikut:
N1 = 0,67< 26 Terlihat bahwa N
1<N, berarti data pengamatan yang
dilakukan cukup memenuhi syarat.
4.2.2.2. Uji Kecukupan Data Proses Perontokan pada Stasiun Thesher/Penebah
Berikut ini akan dilakukan perhitungan uji kecukupan data waktu siklus pada
stasiun Thesher/Penebah yang dapat dilihat pada Tabel 4.13. berikut
Tabel 4.13. Uji Kecukupan Data Proses Perontokan pada Stasiun Thesher/Penebah
67,0143528
(143528)-792652788)(26402
2
'
N

68
No Tanggal X X2
1. 01 Februari 20 16 4503 20277009
2. 02 Februari 20 16 4215 17766225
3. 03 Februari 20 16 4420 19536400
4. 04 Februari 20 16 4435 19669225
5. 05 Februari 20 16 4597 21132409
6. 06 Februari 20 16 4543 20638849
7. 08 Februari 20 16 4300 18490000
8. 09 Februari 20 16 4255 18105025
9. 10 Februari 20 16 4476 20034576
10. 11 Februari 20 16 4596 21123216
11. 12 Februari 20 16 4223 17833729
12. 13 Februari 20 16 4510 20340100
13. 15 Februari 20 16 4363 19035769
14. 16 Februari 20 16 4594 21104836
15. 17 Februari 20 16 4419 19527561
16. 18 Februari 20 16 4308 18558864
17. 19 Februari 20 16 4324 18696976
18. 20 Februari 20 16 4387 19245769
19. 21 Februari 20 16 4443 19740249
20. 22 Februari 20 16 4527 20493729
21. 23 Februari 20 16 4243 18003049
22. 24 Februari 20 16 4355 18966025
23. 25 Februari 20 16 4550 20702500
24. 26 Februari 20 16 4451 19811401
25. 27 Februari 20 16 4319 18653761
26. 29 Februari 20 16 4463 19918369
Total 114819 507405621
N' 1,11 Sumber : PT. Fajar Baizuri and Brothers Nagan Raya, 2016 yang diolah)
Adapun cara perhitungan uji kecukupan data proses perontokan pada stasiun
Thesher/Penebah sebagai berikut:
N1 = 1,11< 26 Terlihat bahwa N
1<N, berarti data pengamatan yang
dilakukan cukup memenuhi syarat.
11,1114819
(114819)-507405621)(26402
2
'
N

69
4.2.2.3. Uji Kecukupan Data Proses Pengepressan pada Stasiun Press
Berikut ini akan dilakukan perhitungan uji kecukupan data waktu siklus pada
stasiun Press yang dapat dilihat pada Tabel 4.14. berikut
Tabel 4.14. Uji Kecukupan Data Proses Pengepressan pada Stasiun Press
No Tanggal X X2
1. 01 Februari 20 16 5557 30880249
2. 02 Februari 20 16 5564 30958096
3. 03 Februari 20 16 5496 30206016
4. 04 Februari 20 16 5474 29964676
5. 05 Februari 20 16 5395 29106025
6. 06 Februari 20 16 5502 30272004
7. 08 Februari 20 16 5491 30151081
8. 09 Februari 20 16 5338 28494244
9. 10 Februari 20 16 5360 28729600
10. 11 Februari 20 16 5296 28047616
11. 12 Februari 20 16 5559 30902481
12. 13 Februari 20 16 5394 29095236
13. 15 Februari 20 16 5293 28015849
14. 16 Februari 20 16 5504 30294016
15. 17 Februari 20 16 5600 31360000
16. 18 Februari 20 16 5394 29095236
17. 19 Februari 20 16 5341 28526281
18. 20 Februari 20 16 5461 29822521
19. 21 Februari 20 16 5494 30184036
20. 22 Februari 20 16 5433 29517489
21. 23 Februari 20 16 5519 30459361
22. 24 Februari 20 16 5303 28121809
23. 25 Februari 20 16 5398 29138404
24. 26 Februari 20 16 5559 30902481
25. 27 Februari 20 16 5481 30041361
26. 29 Februari 20 16 5451 29713401
Total 141657 771999569
N' 0,42 Sumber : PT. Fajar Baizuri and Brothers Nagan Raya, 2016 yang diolah)
Adapun cara perhitungan uji kecukupan data proses pengepressan pada
stasiun Press sebagai berikut:
42,0141657
(141657)-771999569)(26402
2
'
N
N1 = 0,42 < 26 Terlihat bahwa N
1<N, berarti data pengamatan yang
dilakukan cukup memenuhi syarat.
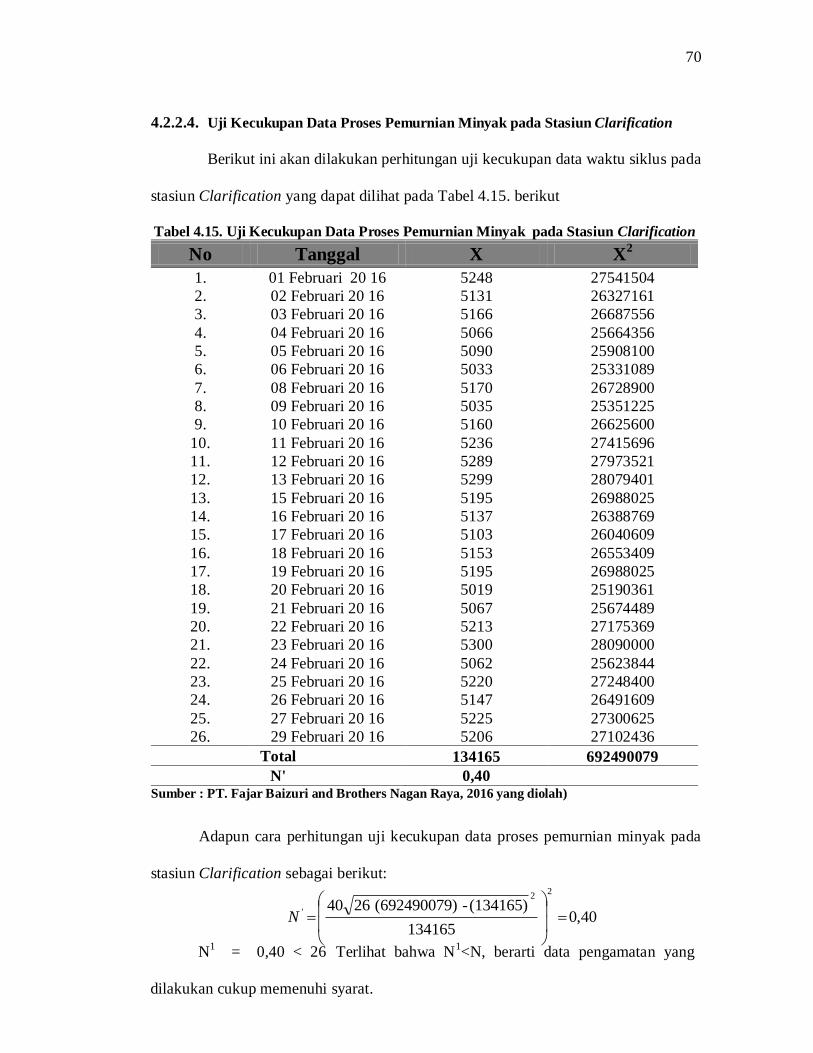
70
4.2.2.4. Uji Kecukupan Data Proses Pemurnian Minyak pada Stasiun Clarification
Berikut ini akan dilakukan perhitungan uji kecukupan data waktu siklus pada
stasiun Clarification yang dapat dilihat pada Tabel 4.15. berikut
Tabel 4.15. Uji Kecukupan Data Proses Pemurnian Minyak pada Stasiun Clarification
No Tanggal X X2
1. 01 Februari 20 16 5248 27541504
2. 02 Februari 20 16 5131 26327161
3. 03 Februari 20 16 5166 26687556
4. 04 Februari 20 16 5066 25664356
5. 05 Februari 20 16 5090 25908100
6. 06 Februari 20 16 5033 25331089
7. 08 Februari 20 16 5170 26728900
8. 09 Februari 20 16 5035 25351225
9. 10 Februari 20 16 5160 26625600
10. 11 Februari 20 16 5236 27415696
11. 12 Februari 20 16 5289 27973521
12. 13 Februari 20 16 5299 28079401
13. 15 Februari 20 16 5195 26988025
14. 16 Februari 20 16 5137 26388769
15. 17 Februari 20 16 5103 26040609
16. 18 Februari 20 16 5153 26553409
17. 19 Februari 20 16 5195 26988025
18. 20 Februari 20 16 5019 25190361
19. 21 Februari 20 16 5067 25674489
20. 22 Februari 20 16 5213 27175369
21. 23 Februari 20 16 5300 28090000
22. 24 Februari 20 16 5062 25623844
23. 25 Februari 20 16 5220 27248400
24. 26 Februari 20 16 5147 26491609
25. 27 Februari 20 16 5225 27300625
26. 29 Februari 20 16 5206 27102436
Total 134165 692490079
N' 0,40 Sumber : PT. Fajar Baizuri and Brothers Nagan Raya, 2016 yang diolah)
Adapun cara perhitungan uji kecukupan data proses pemurnian minyak pada
stasiun Clarification sebagai berikut:
40,0
134165
(134165)-692490079)(26402
2
'
N
N1 = 0,40 < 26 Terlihat bahwa N
1<N, berarti data pengamatan yang
dilakukan cukup memenuhi syarat.

71
4.2.3. Penentuan Rating Factor
Penentuan Rating Factor untuk pengukuran waktu ini menggunakan metode
Westinghouse. Penilaian dilakukan berdasarkan 4 faktor penting yang menentukan
kewajaran dalam bekerja yaitu keterampilan, usaha, kondisi kerja dan konsistensi.
Tabel 4.16. Rating Factor untuk Operator Proses Perebusan TBS Pada Stasiun
Srelilizer
No Rating Factor Nilai
1 Keterampilan Average : + 0.07
2 Usaha Good : +0.04
3 Kondisi Kerja Average : 0
4 Konsistensi Good : +0.02
Total Rating Factor 1 +0.16 = 1.13
Sumber : PT. Fajar Baizuri and Brothers Nagan Raya, 2016 yang diolah)
Tabel 4.17. Rating Factor untuk Operator Proses Peronntokan
TBS Pada Stasiun Thesher/Penebah
No Rating Factor Nilai
1 Keterampilan Good : +0.05
2 Usaha Good : +0.04
3 Kondisi Kerja Excellent : +0,03
4 Konsistensi Good : +0.02
Total Rating Factor 1 +0.16 = 1.14
Sumber : PT. Fajar Baizuri and Brothers Nagan Raya, 2016 yang diolah)

72
Tabel 4.18. Rating Factor untuk Operator Proses Pengepressan
TBS Pada Stasiun Scew Press
No Rating Factor Nilai
1 Keterampilan Excellent : +0.05
2 Usaha Good : +0.04
3 Kondisi Kerja Average : 0
4 Konsistensi Good : +0.02
Total Rating Factor 1 +0.14 = 1.11
Sumber : PT. Fajar Baizuri and Brothers Nagan Raya, 2016 yang diolah)
Tabel 4.19. Rating Factor untuk Operator Proses Pemurnian Minyak
TBS Pada Stasiun Clarification
No Rating Factor Nilai
1 Keterampilan Excellent : +0.06
2 Usaha Good : +0.02
3 Kondisi Kerja Average : 0
4 Konsistensi Good : +0.01
Total Rating Factor 1 +0.09 = 1.09
Sumber : PT. Fajar Baizuri and Brothers Nagan Raya, 2016 yang diolah)
4.2.4. Penentuan Allowance
Untuk menghitung waktu baku terlebih dahulu ditentukan Allowance atau
kelonggaran bagi operator pada saat bekerja. Berikut ini adalah Allowance yang
diberikan untuk seorang operator pada proses produksi CPO.

73
Tabel 4.20. Allowance untuk Operator Proses Perebusan TBS Pada Stasiun Srelilizer
FAKTOR % Allowance
1. Tenaga yang dikeluarkan (Ringan) 7,5
2. Sikap kerja (Berdiri diatas dua Kaki) 1
3. Gerakan kerja (normal) 0
4. Kelelahan mata (pandangan yang hampir terus-
menerus) 1
5. Keadaan atmosfer (normal) 0
6. Keadaan lingkungan (Sangat Bising) 2
7. Keadaan temperatur tempat kerja (Tinggi) 5
Total 16,5 Sumber : PT. Fajar Baizuri and Brothers Nagan Raya, 2016 yang diolah)
Hasil perolehan allowance tersebut harus ditambah lagi dengan kelonggaran
untuk kebutuhan pribadi sebesar 2%, sehinnga diperoleh:
Allowance Total = 16,5% + 2%
Allowance Total = 18,5%
Tabel 4.21. Allowance untuk Operator Proses Peronntokan
TBS Pada Stasiun Thesher/Penebah
FAKTOR % Allowance
1. Tenaga yang dikeluarkan (Ringan) 7,5
2. Sikap kerja (Berdiri diatas Dua Kaki) 1
3. Gerakan kerja (normal) 1
4. Kelelahan mata (pandangan yang hampir terus-
menerus) 0
5. Keadaan temperature tempat kerja (normal) 0
6. Keadaan atmosfer (cukup) 0
7. Keadaan lingkungan (Sangat Bising) 2
Total 11,5 Sumber : PT. Fajar Baizuri and Brothers Nagan Raya, 2016 yang diolah)
Hasil perolehan allowance tersebut harus ditambah lagi dengan kelonggaran
untuk kebutuhan pribadi sebesar 2%, sehinnga diperoleh:
Allowance Total = 11,5% + 2%
Allowance Total = 13,5%

74
Tabel 4.22. Allowance untuk Operator Proses Pengepressan
TBS Pada Stasiun Scew Press
FAKTOR % Allowance
1. Tenaga yang dikeluarkan (dapat diabaikan) 7,5
2. Sikap kerja (berdiri diatas dua kaki) 1
3. Gerakan kerja (normal) 0
4. Kelelahan mata (pandangan yang hampir terus-
menerus) 0
5. Keadaan temperature tempat kerja (Tinggi) 3
6. Keadaan atmosfer (Cukup) 0
7. Keadaan lingkungan Sangat Bising 3
Total 14,5 Sumber : PT. Fajar Baizuri and Brothers Nagan Raya, 2016 yang diolah)
Hasil perolehan allowance tersebut harus ditambah lagi dengan kelonggaran
untuk kebutuhan sebesar 2%, sehingga diperoleh
Allowance = 1 4,5% + 2%
Allowance Total = 16,5%
Tabel 4.23. Allowance untuk Operator Proses Pemurnian Minyak
TBS Pada Stasiun Clarification
FAKTOR % Allowance
1. Tenaga yang dikeluarkan (dapat diabaikan) 7,5
2. Sikap kerja (berdiri diatas dua kaki) 1
3. Gerakan kerja (normal) 0
4. Kelelahan mata (pandangan yang hampir terus-
menerus) 0
5. Keadaan temperature tempat kerja (Tinggi) 5
6. Keadaan atmosfer (Cukup) 0
7. Keadaan lingkungan (Normal) 0
Total 13,5 Sumber : PT. Fajar Baizuri and Brothers Nagan Raya, 2016 yang diolah)
Hasil perolehan allowance tersebut harus ditambah lagi dengan kelonggaran
untuk kebutuhan sebesar 2%, sehingga diperoleh
Allowance = 1 3,5% + 2%
Allowance Total = 14,5%

75
Detik 7653,92
5,18100
1006237,95
100
100
b
b
nb
W
xW
centperinallowancexWW
4.2.5. Perhitungan Waktu Baku Setiap Mesin
4.2.5.1. Perhitungan Waktu Baku Mesin Sterilizer
Untuk memperoleh waktu baku proses perebusan pada mesin sterilizer
perlu dilakukan perhitungan-perhitungan sebagai berikut:
1. Menghitung waktu siklus rata-rata (WS)
2. Menhitung waktu normal (Wn)
3. Menghitung waktu baku (Wb)
N
X
W
n
i
i
S
1
Detik5520,31
26
143528
S
S
W
W
Detik6237,95
13,1x5520,31
n
n
sn
W
W
pxWW

76
Detik 5820,08
5,13100
1005034,37
100
100
b
b
nb
W
xW
centperinallowancexWW
4.2.5.2. Perhitungan Waktu Baku Mesin Thesher/Penebah
Untuk memperoleh waktu baku pada proses perontokan TBS di mesin
penebah perlu dilakukan perhitungan-perhitungan sebagai berikut:
1. Menghitung waktu siklus rata-rata (WS)
2. Menhitung waktu normal (Wn)
3. Menghitung waktu baku (Wb)
N
X
W
n
i
i
S
1
Detik4416,12
26
114819
S
S
W
W
Detik5034,37
14,1x4416,12
n
n
sn
W
W
pxWW

77
Detik 7242,71
5,16100
1006047,66
100
100
b
b
nb
W
xW
centperinallowancexWW
4.2.5.3. Perhitungan Waktu Baku Mesin Screw Press
Untuk memperoleh waktu baku pada proses pengepressan di mesin screw
press perlu dilakukan perhitungan-perhitungan sebagai berikut:
1. Menghitung waktu siklus rata-rata (WS)
2. Menhitung waktu normal (Wn)
3. Menghitung waktu baku (Wb)
N
X
W
n
i
i
S
1
Detik5448,35
26
141657
S
S
W
W
Detik6047,66
11,1x5448,35
n
n
sn
W
W
pxWW

78
Detik 6578,49
5,14100
1005624,61
100
100
b
b
nb
W
xW
centperinallowancexWW
4.2.4.4. Perhitungan Waktu Standar Mesin Pemurnian Minyak
Untuk memperoleh waktu baku pada proses Pemurnian Minyak CPO di
mesin Clarification (mesin pemurnian minyak) perlu dilakukan perhitungan-
perhitungan sebagai berikut:
1. Menghitung waktu siklus rata-rata (WS)
2. Menhitung waktu normal (Wn)
3. Menghitung waktu baku (Wb)
N
X
W
n
i
i
S
1
Detik5160,19
26
134165
S
S
W
W
Detik5624,61
09,1x5160,19
n
n
sn
W
W
pxWW

79
4.2.6. Peramalan Permintaan
4.2.6.1.Peramalan Jumlah Permintaan CPO Bulan Januari-Desember 2016
Dari data permintaan produk CPO bulan Januari sampai Desember 2015,
maka akan dilakukan peramalan jumlah permintaan produk untuk satu tahun ke
depan. Data produksi CPO bulan Januari sampai Desember 2015 diperlihatkan pada
Tabel 4.24. berikut.
Tabel 4.24. Data Jumlah Produksi CPO Bulan Januari-Desember 2015
No Bulan Jumlah Produksi CPO (Ton)
1. Januari 2015 2487,309
2. Februari 2015 2706,239 3. Maret 2015 2996,70 4. April 2015 2789,919 5. Mei 2015 3109,761 6. Juni 2015 3032,165 7. Juli 2015 2715,045 8. Agustus 2015 3072,729
9. September 2015 2881,319 10. Oktober 2015 2629,458 11. November 2015 2417,662 12. Desember 2015 2045,886
Sumber: Pengumpulan Data Primer di PT. Fajar Baizuri and Brothers 2016
Langkah-langkah peramalan yang dilakukan sebagai berikut:
1. Mendefenisikan Tujuan Peramalan
Tujuan peramalan adalah untuk meramalkan jumlah permintaan terhadap
produk CPO untuk bulan Januari sampai Desember 2016.
2. Menentukan horizon peramalan
Horizon peramalan yaitu peramalan jangka panjang dengan periode
bulanan sebanyak 12 periode atau 1 tahun
3. Membuat diagram pencar

80
0,00
500,00
1000,00
1500,00
2000,00
2500,00
3000,00
3500,00 Jumlah Produksi CPO
Jumlah Produksi CPO
Jumlah Produksi CPO Tahun 2015
Diagram pencar dari jumlah permintaan produk CPO bulan Januari
sampai Desember 2015 yang bertujuan untuk melihat trend data masa lalu
sebagai acuan untuk memilih metode peramalan. Diagram produksi CPO
dapat dilihat pada gambar 4.5. berikut.
Gambar 4.5. Diagram Pancar Produkai CPO
Berdasarkan gambar 4.5. diatas dapat dilihat dari pola data, data cendrung
tidak stasioner, berfluktuasi, tidak membentuk pola musiman dan cendrung
membentuk tren maka dipilih peramalan dengan metode dekomposisi.
1. Pengolahan Permalan Produk CPO
Tahap pertama dalam mengolah peramalan dengan metode
dekomposisi adalah membagi pola data menjadi bagian-bagian yang
memiliki pola yang mirip dan berulang pada periode tertentu.
Berdasarkan pola data yang dapat dilihat pada Gambar 4.5. maka data

81
dibagi menjadi 3 pola berulang, sehingga perhitungannya sebagai
berikut:
Tabel 4.25. Pembagian Data Berdasarkan Pola t 1 2 3 4
dt 2487,31 2706,24 2996,70 2789,92
Tabel 4.25. Pembagian Data Berdasarkan Pola (lanjutan)
t 5 6 7 8
dt 3109,76 3032,17 2715,05 3072,73
Tabel 4.25. Pembagian Data Berdasarkan Pola (lanjutan)
t 9 10 11 12
dt 2881,32 2629,46 2417,66 2045,89
Selanjutnya dihitung nilai rata-rata dari setiap pembagian data tersebut,
sebagai berikut:
Pola 1 = (2487,31 + 2706,24 + 2996,70 + 2789,92) / 4
= 2745,04
Pola 2 = (3109,76 + 3032,17 + 2715,05 + 3072,73) / 4
= 2982,43
Pola 3 = (2881,32 + 2629,46 + 2417,66 + 2045,89 ) / 4
= 2493,58
2. Tahap berikutnya adalah menghitung indkes dari setiap periode
dengan cara membagikan nilai aktual setiap periode dengan nilai rata-
rata pada pembagian periode, perhitungannya sebagai berikut:
Januari = 2487,31/2745,04
= 0,91

82
Februari = 2706,24/ 2745,04
= 0,99
Demikian seterusnya selama 12 periode peramalan, Hasil rekapitulasi
perhitungan indeks setiap periode ditunjukkan pada Tabel 4.26.
berikut.
Tabel 4.26. Hasil Perhitungan Indeks Setiap Periode
t 1 2 3 4
dt 2487,31 2706,24 2996,7 2789,92
Average 2745,04
Indeksi 0,91 0,99 1,09 1,02
Tabel 4.26. Hasil Perhitungan Indeks Setiap Periode (Lanjutan)
t 5 6 7 8
dt 3109,76 3032,17 2715,05 3072,73
Average 2982,43
Indeksi 1,04 1,02 0,91 1,03
Tabel 4.26. Hasil Perhitungan Indeks Setiap Periode (Lanjutan)
t 9 10 11 12
dt 2881,32 2629,46 2417,66 2045,89
Average 2493,58
Indeksi 1,16 1,05 0,97 0,82
Selanjutnya adalah menghitung nilai indeks musiman, berdasarkan
pembagian pola data. Karena data dibagi menjadi 3, maka
perhitungannya adalah sebagai berikut:
I1 = ( i1 + i5 + i9 ) / 3
= ( 0,91 + 1,04 + 1,16) / 3
= 1,01

83
I2 = ( i2 + i6 + i10 ) / 3
= ( 0,99 + 1,02 + 1,05) / 3
= 1,03
I3 = ( i3 + i7 + i11) / 3
= ( 1,09 + 0,91 + 0,97 ) / 3
= 0,99
I4 = ( i4 + i8 + i9 ) / 3
= 1,02 + 1,03 + 1,16
= 1,07
3. Memilih metode peramalan yang dianggap sesuai
Metode peramalan yang dipilih dan digunakan adalah:
1) Metode Linier
2) Metode siklis
4. Menghitung parameter peramalan
Untuk memudahkan perhitungan, maka dimisalkan X sebagai variabel
bulan dan Y sebagai variabel banyaknya permintaan.
1) Metode Linier
Fungsi peramalan : Y = a + bx

84
Tabel 4.27. Perhitungan Parameter Peramalan Jumlah
Permintaan CPO dengan Metode Linier
Bulan X Y XY X2
Januari 1 2487,309 2487,309 1
Februari 2 2706,239 5412,478 4
Maret 3 2996,70 8990,1 9
April 4 2789,919 11159,676 16
Mei 5 3109,761 15548,805 25
Juni 6 3032,165 18192,99 36
Juli 7 2715,045 19005,315 49
Agustus 8 3072,729 24581,832 64
September 9 2881,319 25931,871 81
Oktober 10 2629,458 26294,58 100
November 11 2417,662 26594,282 121
Desember 12 2045,886 24550,632 144
Total 78 32884,192 208750,870 650 Sumber: Pengumpulan Data Primer di PT. Fajar Baizuri and Brothers 2016
22
XXn
YXXYnb
34,95
78)650(12
)(32884,192(78)-)208750,870(122
b
n
XbYa
2513,1712
(78)34,95-32884,192a
Nilai a dan b yang telah dihitung disubtitusi, sehingga fungsi
peramalannya adalah sebagai berikut:
x34,952513,17' Y

n
x 2
n
x 2
2) Metode Siklis
Fungsi peramalan: Fungsi peramalan : Y = a + b sin
+ c cos
Tabel 4.28. Perhitungan Parameter Peramalan Jumlah
Permintaan CPO dengan Metode Siklis
x Y Sin(2πx/n) Cos(2πx/n) Y.sin(2πx/n) Y.cos(2πx/n) sin2(2πx/n) cos
2(2πx/n) sin(2πx/n)cos(2πx/n)
1 2487,309 0,500 0,866 1243,655 2154,073 0,250 0,750 0,433 2 2706,239 0,866 0,500 2343,672 1353,120 0,750 0,250 0,433 3 2996,700 1,000 0,000 2996,700 0,000 1,000 0,000 0,000 4 2789,919 0,866 -0,500 2416,141 -1394,960 0,750 0,250 -0,433
5 3109,761 0,500 -0,866 1554,881 -2693,132 0,250 0,750 -0,433 6 3032,165 0,000 -1,000 0,000 -3032,165 0,000 1,000 0,000 7 2715,045 -0,500 -0,866 -1357,523 -2351,298 0,250 0,750 0,433 8 3072,729 -0,866 -0,500 -2661,061 -1536,365 0,750 0,250 0,433 9 2881,319 -1,000 0,000 -2881,319 0,000 1,000 0,000 0,000
10 2629,458 -0,866 0,500 -2277,177 1314,729 0,750 0,250 -0,433 11 2417,662 -0,500 0,866 -1208,831 2093,757 0,250 0,750 -0,433
12 2045,886 0,000 1,000 0,000 2045,886 0,000 1,000 0,000 78 32884,192 0,000 0 169,136 -2046,355 6 6,000 0,000
Sumber: Pengumpulan Data Primer di PT. Fajar Baizuri and Brothers 2016
2740,35
12
32884,192
)0()0(1232884,192
22
a
a
cba
n
XCosc
n
XSinbnaY
85

Nilai a, b, dan c yang telah dihitung disubtitusi, sehingga fungsi
peramalannya adalah sebagai berikut:
12
2-341,06
12
228,192740,35'
XCos
XSinY
5. Menghitung kesalahan (error) dari setiap metode peramalan
Hasil perhitungan kesalahan (error) dari setiap metode dilakukan dengan
menggunakan metode Standard Error of Estimate (SEE) adalah sebagai
berikut:
Dimana :
y = data aktual
y’ = data peramalan
n = banyak data
f = derajat kebebasan
28,19
6
169,136
)0()6()0(169,136
22222. 2
b
b
cba
n
XCos
n
XSinc
n
XSinb
n
XSina
n
XSinY
341,06
6
2046,355-
)0()6()0(2046,355-
22222. 2
c
c
cba
n
XCosc
n
XCos
n
XSinb
n
XCosa
n
XCosY
fn
YY
SEE
m
t
1
2'
84 84
86

87
1. Metode Linier
Adapun perhitungan SEE untuk metode linier adalah sebagai berikut:
Tabel 4.29. Perhitungan SEE pada Peramalan
Jumlah Permintaan Produk CPO
X Y XY X2 Y' Y-Y' (Y-Y')
2
1 2487,309 2487,309 1 2933 -445 198245 2 2706,239 5412,478 4 2898 -191 36623 3 2996,7 8990,1 9 2863 134 17966
4 2789,919 11159,676 16 2828 -38 1429 5 3109,761 15548,805 25 2793 317 100484 6 3032,165 18192,99 36 2758 274 75264 7 2715,045 19005,315 49 2723 -8 61 8 3072,729 24581,832 64 2688 385 148071 9 2881,319 25931,871 81 2653 228 52138
10 2629,458 26294,58 100 2618 11 130
11 2417,662 26594,282 121 2583 -165 27366 12 2045,886 24550,632 144 2548 -502 252262
78 32884,192 208749,870 650 32884,19 0,00 210038 Sumber: Pengumpulan Data Primer di PT. Fajar Baizuri and Brothers 2016
2. Metode siklis
Adapun perhitungan SEE untuk metode siklis yaitu:
Tabel 4.30. Perhitungan SEE pada Peramalan
Jumlah Permintaan Produk CPO
X Y Y' Y- Y' (Y- Y')2
1 2487,309 2459,08 28,231 796,983 2 2706,239 2594,23 112,007 12545,467 3 2996,700 2768,54 228,161 52057,582
4 2789,919 2935,29 -145,373 21133,197 5 3109,761 3049,81 59,951 3594,133 6 3032,165 3081,41 -49,243 2424,922 7 2715,045 3021,62 -306,576 93988,570 8 3072,729 2886,47 186,263 34693,825 9 2881,319 2712,16 169,159 28614,776
10 2629,458 2545,41 84,051 7064,562
11 2417,662 2430,89 -13,227 174,947 12 2045,886 2399,29 -353,404 124894,508
78 32884,192 32884,19 0,000 381983,472 Sumber: Pengumpulan Data Primer di PT. Fajar Baizuri and Brothers 2016
144,9269
212
210038'
1
2
fn
YY
SEE
m
t

88
1. SEE metode linier = 144,92
2. SEE metode siklis = 195,44
Memilih metode yang terbaik dengan nilai kesalahan terkecil
Ho : SEE linier < SEE siklis
Hi : SEE linier > SEE siklis
α = 0,05 ; v1 = 12 – 2 = 10 ; v2 = 12 – 2 = 10
Uji statistik : 2,38 195,44
301,6722
Siklis
Linierhitung
SEE
SEEF
Ftabel = F(α;v1;v2) = F(0,05;10;10) = 2.98
Fhitung ≤ Ftabel ; maka H0 diterima
F tabel = 0,05 (10,10) = 2.98
Gambar 4.6. Grafik Uji Hipotesis dengan Distribusi F
Peramalan Jumlah Permintaan Produk CPO
195,44
212
381983,472'
1
2
fn
YY
SEE
m
t
F Tabel 2,38 2,98
Daerah
Penerimaan
Hipotesa
Daerah
Penolakan Hipotesa

89
Kesimpulan: karena Fhitung (2,38) < Ftabel (2,98), maka Ho diterima.
Jadi hasil pengujian menyatakan bahwa metode yang digunakan untuk
meramalkan produksi CPO adalah metode Linier. Karena metode Linier
lebih baik daripada metode Siklis. Adapun fungsi Linier tersebut adalah:
x34,952513,17' Y
Setelah didapatkan nilai indeks musiman dari data, maka selanjutnya adalah
meramalkan dengan metode linier permintaan produk CPO untuk periode Januari -
Desember 2016 dapat dilihat pada Tabel 4.31. berikut.
Tabel 4.31. Hasil Peramalan Permintaan Produk CPO Periode 2016 Bulan Total
Januari 2253,78
Februari 2667,99
Maret 3271,43
April 2835,53
Mei 3242,53
Juni 3082,74
Juli 3082,74
Agustus 2471,64
September 3165,77
Oktober 3329,35
November 2772,74
Desember 2344,05 Sumber: Pengumpulan Data Primer di PT. Fajar Baizuri and Brothers 2016
Untuk lebih jelasnya seperti yang terlihat pada grafik perbandingan antara
data aktual dan hasil peramalan produk CPO yang disajikan pada Gambar 4.7.
berikut.

90
0
1000
2000
3000
4000
5000
6000
7000
1 2 3 4 5 6 7 8 9 10 11 12
DataJumlah Produksi CPO Hasil Peramalan
Data Aktual Jumlah Produksi CPO
Gambar 4.7. Grafik Perbandingan Data Aktual
Produksi CPO dengan Hasil Peramalan 4.2.7. Penyusunan Jadwal Induk Produksi
Penyusunan jadwal induk produksi dilakukan untuk merencanakan jumlah
produk yang akan diproduksi selama satu tahun ke depan dimulai dari bulan Januari
sampai Desember 2016. Jadwal induk produksi untuk produk produk CPO seperti
yang terlihat pada tabel 4.32. sebagai berikut.
Tabel 4.32. Jadwal Induk Produksi Produk Tahun 2016
Bulan Total
Januari 2253,78
Februari 2667,99
Maret 3271,43
April 2835,53
Mei 3242,53
Juni 3082,74
Juli 3082,74
Agustus 2471,64
September 3165,77
Oktober 3329,35
November 2772,74
Desember 2344,05 Sumber: Pengumpulan Data Primer di PT. Fajar Baizuri and Brothers 2016

91
4.2.8. Perhitungan Kapasitas Produksi Pabrik
Data kapasitas terpasang pabrik menurut laporan manajemen Bulan Januari-
Desember 2015 dapat dilihat pada Tabel 4.33. berikut ini.
Tabel 4.33. Jam Kerja yang Tersedia
Bulan Hari Kerja Jumlah Jam Kerja (Jam)
Januari 26 624 Februari 27 648 Maret 26 624 April 28 624 Mei 26 624 Juni 28 648 Juli 26 648
Agustus 27 648 September 28 648 Oktober 28 672 November 26 672 Desember 26 672
Sumber: Pengumpulan Data Primer di PT. Fajar Baizuri and Brothers 2016
Untuk memperoleh kapasitas produksi pada setiap Bulannya maka dilakukan
perhitungan dengan cara berikut ini.
Kapasitas Produksi = Jumlah Jam Kerja x Kapasitas Terpasang x CPO yang
dihasilkan. Untuk hasil perhitungannya hasil rekapitulasi perhitungan kapasitas
produksi dapat dilihat pada tabel 4.34. berikut ini.

92
Tabel 4.34. Kapasitas Produksi
Bulan Kapasitas Tersedia
Januari 45.735 Februari 52.016 Maret 55.731
April 55.239 Mei 57.830 Juni 60.219 Juli 49.521 Agustus 58.379 September 46.880 Oktober 52.152.
November 45.044 Desember 38.098
Sumber: Pengumpulan Data Primer di PT. Fajar Baizuri and Brothers 2016
4.2.9. Perhitungan Effisiensi dan Utilization Tiap Stasiun
Perhitungan Effisiensi dan Utilization dilakukan untuk mengetahui
kemampuan mesin dalam beroperasi adapun contoh perhitungannya adalah sebagai
berikut.
Untuk cara yang sama maka hasil rekapitulasi perhitungan efficiency dan
utilization untuk keseluruhan stasiun dapat dilihat pada tabel 4.35. berikut.
%87
%13%100
%1310031,5520
31,552095,6237
Efficiency
x
100WS
WS-WNsin xrStrelilizeMeEfficiency
100Evekti Kerja Jam
Time Idle-Evektif Kerja Jamsinn Utilizatio xrStrelilizeMe
%94100441
24-441sinn Utilizatio xrStrelilizeMe

93
Tabel 4.35. Faktor Efesiensi dan Utilitas Stasiun Kerja
Stasiun Efficiency (%) Utilization (%)
Strelilizer 87 94
Stasiun Penebah 86 89
Stasiun Press 89 90
Stasiun Pemurnian Minyak 90 92
Sumber: Pengumpulan Data Primer di PT. Fajar Baizuri and Brothers 2016
4.210. Perhitungan Rough Cut Capacity Planning
4.2.10.1. Perhitungan Kapasitas Mesin Sterilizer
Perhitungan untuk mencari kapasitas pada mesin sterilizer dilakukan dengan
rumus:
Kapasitas Mesin = Jumlah Mesin x Jumlah Jam Kerja x Efisiensi x Utilitas x Kapasitas Terpasang
= 4 Unit x 127,56 menit/unit x 87,00 x 94,00/60 Ton
Kapasitas Mesin = 69,54 Ton/Jam
4.2.10.2. Perhitungan Kapasitas Mesin Thesher/Penebah
Perhitungan untuk mencari kapasitas pada mesin Thesher/Penebah dilakukan
dengan rumus:
Kapasitas Mesin = Jumlah Mesin x Jumlah Jam Kerja x Efisiensi x Utilitas x Kapasitas terpasang
= 3Unit x 97,00 menit/unit x 86,00 x 94,00 /60 Ton
Kapasitas Mesin = 39,20 Ton/Jam

94
4.2.10.3. Perhitungan Kapasitas Mesin Screw Press
Perhitungan untuk mencari kapasitas pada mesin screw press dilakukan
dengan rumus:
Kapasitas Mesin = Jumlah Mesin x Jumlah Jam Kerja x Efisiensi x Utilitas x Kapasitas terpasang
= 4 Unit x 120,71 menit/unit x 89,00 x 94 x 60 Ton
Kapasitas Mesin = 64,45 Ton/Jam
4.2.10.4. Perhitungan Kapasitas Mesin Pemurnian Minyak
Perhitungan untuk mencari kapasitas pada mesin pemurnian miyak
dilakukan dengan rumus:
Kapasitas Mesin = Jumlah Mesin x Jumlah Jam Kerja x Efisiensi x Utilitas x Kapasitas terpasang
= 4 Unit x 109,64 Jam/unit x 90,00 x 94 x 60 Ton
Kapasitas Mesin = 61,83 Ton/Jam 2.11. Mengoptimalkan Kapasitas Setiap Stasiun berdasarkan Prinsip Theory of
Constraints
Berdasarkan perhitungan kapasitas setiap mesin dapat terlihat bahwa terdapat
dua keadaan berbeda tentang kesesuaian kapasitas yang dibutuhkan dan yang
tersedia. Stasiun kerja penebah adalah stasiun kerja yang kapasitas lebih kecil dari
pada kapasitas yang yang lain sehingga terjadi keadaan bottleneck. Sedangkan pada
Tabel 4.36. dapat dilihat bahwa pada stasiun kerja penebah/perontok pada bulan
Januari sampai Desember nilai kapasitas yang kurang membuat stasiun penebah
terjadi penumpukan buah tbs setelah proses perebusan hal ini menandakan kapasitas

95
yang tersedia tidak mampu untuk memenuhi kapasitas yang dibutuhkan. Oleh karena
itu dilakukan perbaikan untuk mengoptimalkan stasiun kerja bottleneck berdasarkan
prinsip perbaikan theory of constraint. Perbaikan untuk mengoptimalkan stasiun
kerja dengan langkah-langkah TOC sebagai berikut.
1. Identifikasi kendala yang ada
Berdasarkan Tabel 4.36. dapat dilihat bahwa stasiun kerja penebah
merupakan stasiun kerja bottleneck.
2. Eksploitasi kendala-kendala yang ada
Untuk mengeksploitasi kedala-kendala yang ada perbaikan yang dapat
dilakukan pada stasiun kerja antara lain dengan melakukan penambahan
jam kerja lembur. Penambahan jumlah jam kerja lembur dapat diketahui
berdasarkan kapasitas waktu pengerjaan yang kurang efektif pada stasiun
kerja bottleneck seperti terlihat pada Tabel 4.36. Kapasitas waktu
pengerjaan yang Kurang pada Stasiun Kerja Bottleneck
Tabel 4.36. Kapasitas yang Kurang pada Stasiun Kerja Bottleneck
Periode Kapasitas yang
kurang (Detik)
Kapasitas yang
kurang (Jam)
Januari 581831 161,6
Februari 613582 170,4
Maret 583252 162
April 867792 241,1
Mei 1283402 356,5
Juni 793368 220,4
Juli 1000094 277,8
Agustus 1043706 289,9
September 947575 263,2
Oktober 1020660 283,5
November 1549003 430,3
Desember 1578151 438,4 Sumber: Pengumpulan Data Primer di PT. Fajar Baizuri and Brothers 2016

96
3. Subordinasi
Penambahan jumlah jam kerja lembur dapat diketahui berdasarkan
kapasitas waktu pengerjaan yang kurang pada stasiun kerja bottleneck.
Sebagai contoh pada periode Januari 2015, yaitu:
Jumlah jam kerja lembur = 161,6 jam / 3 unit mesin = 53,86 jam
Maka jumlah jam kerja lembur yang perlu ditambahkan pada periode
Januari 2015 adalah sebesar 26,9 jam per operator. Rekapitulasi
perhitungan jumlah jam kerja lembur disetiap periode dapat dilihat pada
tabel 4.37. berikut.
Tabel 5.31. Perhitungan Jumlah Jam Kerja Lembur
Periode Kapasitas jam
yang kurang
Jumlah
Mesin (unit)
Jumlah Jam
Kerja Lembur
(jam)
Januari 161,6 3 53,87 Februari 170,4 3 56,80 Maret 162 3 54,00 April 241,1 3 80,37 Mei 356,5 3 118,83 Juni 220,4 3 73,47 Juli 277,8 3 92,60 Agustus 289,9 3 96,63 September 263,2 3 87,73 Oktober 283,5 3 94,50 November 430,3 3 143,43 Desember 438,4 3 146,13
Sumber: Pengolahan Data Primer di PT. Fajar Baizuri and Brothers 2016

97
BAB 5
KESIMPULAN DAN SARAN
5.1. Kesimpulan
Setelah melakukan analisa, diperoleh beberapa kesimpulan:
1. Waktu Baku yang diperlukan untuk mengolah 60 Ton tandan buah
sawit pada mesin sterilizer adalah 7653,92 Detik/unit, untuk mesin
thesher/penebah 5820,08 Detik/unit, untuk mesin screw press 7242,71
Detik/unit, dan mesin pemurnian minyak 6578,49 Detik/unit.
2. Utilisasi kapasitas produksi pada stasiun kerja mesin sterilizer adalah
94%, untuk mesin thesher/penebah 89%, untuk mesin screw press
90% dan mesin pemurnian minyak 92%.
3. Jam kerja lembur tertinggi berdasarkan prinsip theory of constraints
yaitu pada periode Mei yaitu sebesar 118,83 jam sedangkan jam
lembur terendah yaitu pada Januari yaitu sebesar 53,87 jam.
4. Kapasitas olah mesin sterilizer adalah 69,54 Ton/Jam, untuk mesin
thesher/penebah adalah 39,20 Ton/Jam , untuk mesin screw press
adalah 64,45 Ton/Jam, dan kapasitas mesin pemurnian minyak adalah
61,83 Ton/Jam.
5.2. Saran
Saran yang dapat diberikan kepada pihak perusahaan adalah:
1. Untuk mengetahui apakah jadwal induk produksi ini dapat
dilaksanakan dengan baik maka perusahaan dapat melakukan evaluasi
setiap bulannya.

98
2. Pihak perusahaan dapat memberi perhatian yang khusus pada stasiun
kerja bottleneck agar mesin atau peralatan pada stasiun kerja tersebut
jangan sampai mengalami kerusakan.
3. Agar mesin produksi CPO berjalan dengan optimal maka sebaiknya
pihak perusahaan melakukan perbaikan atau perawatan mesin secara
berkala dan taratur untuk mengurangi kerusakan pada mesin yang
menimbulkan tingginya jam stagnasi mesin. Tingginya jam stagnasi
mesin akan berpengaruh terhadap efisiensi mesin dan kapasitas olah
mesin dan yang nantinya akan berpengaruh pada jam kerja operator.

99
DAFTAR PUSTAKA
Arman Hakim., Nasution, 2003, Perencanaan dan Pengendalian Produksi, Edisi
1, Guna Widya Surabaya.
Daryanto, 2011, Manajemen Pemasaran, Bandung: PT Sarana Tutorial Nurani
Sejahtera.
Deffmer, H. William. 1997. Goldratt’s Theory of Constraints: A Systems
Approach to Continuous Improvement. Wisconsin: ASQC Quality Press.
Franciska, L. 2012. Perencanaan Kebutuhan Kapasitas Untuk Memaksimisasi
Utilitas Pada Industri Pengolahan Plywood PT. Tjipta Rimba Djaja,
Universitas Sumatera Utara.
Fogarty, 1991, DW Blackstoner. Hoffman. Production & Inventory Management
2 edition. New York.
Ginting, Rosnani. 2007. Sistem Produksi. Yogyakarta : Graha Ilmu.
Handoko, Hani, T. 2008. Manajemen Personalia dan Sumber Daya Manusia.
BPFE : Yogyakarta.
Render, Stair, Hanna. 2012. Quantitative Analysis For Management 10th Edition.
Harlow: Pearson Education International
Sinulingga, Sukaria. 2009. Perencanaan & Pengendalian Produksi. Yogyakarta :
Graha Ilmu.
Sodikin, 2013. Analisis Capacity Constrained Resources Guna Mengoptimalkan
Aliran Produksi Dengan Pendekatan Theory Of Constraints”, Jurnal
Teknologi, Vol. 6.
Sutalaksana, I.Z. 2006. Teknik Tata cara kerja Bandung: ITB.
Swastha, Basu. 2007, Manajemen Pemasaran Modern, FE UGM: Yogyakarta.
Tersine, Richard J., 1994 Principles of Inventory and Materials Management,
United States of America; Prentice Hall.