lap kerja lapangan
38
DAFTAR ISI BAB I.....................................................................3 PENDAHULUAN...............................................................3 I.1. Latar Belakang...................................................................................................................................... 3 I.2. Tujuan.................................................................................................................................................... 4 I.2.1. Tujuan Umum:.................................................4 I.2.2. Tujuan khusus:...............................................4 I.3. Waktu dan tempat Pelaksanaan......................................................................................................... 4 I.4. Metode Penyusunan............................................................................................................................. 4 I.4.1. Observasi....................................................5 I.4.2. Wawancara....................................................5 I.4.3. Studi Literature.............................................5 I.5. Batasan Masalah.................................................................................................................................. 5 I.6. Sistematika Penulisan.......................................................................................................................... 5 BAB II....................................................................6 PROFIL PT. SEMEN TONASA...................................................6 II.1. Sejarah.................................................................................................................................................. 6 II.1.1. Pabrik Semen Tonasa I.......................................7 II.1.2. Pabrik Semen Tonasa II......................................8 II.1.3. Pabrik Semen Tonasa III....................................10 II.1.4. Pabrik Semen Tonasa IV.....................................10 II.2. Visi Misi Perusahaan......................................................................................................................... 11 II.2.1. VISI.......................................................11 II.2.2. MISI.......................................................11 II.3. Struktur Organisasi Pemeliharaan Listrik dan Instrument Kiln & Coal Mill Tonasa IV............... 11 BAB III..................................................................12 SISTEM KERJA BELT WEIGHER UNTUK MENGUKUR KUANTITAS PADA BATUBARA.........12 III.1. Tujuan dari Pemasangan belt weigher.......................................................................................... 12 III.2. Prinsip pengoperasian Belt Weigher.............................................................................................. 12 III.3. Fungsi Dasar dari Belt Weigher...................................................................................................... 13 III.4. Komponen Belt Weigher.................................................................................................................. 14 III.5. Komponen safety pada belt weigher.............................................................................................. 16 III.6. Kalibrasi............................................................................................................................................ 17 BAB IV...................................................................19 1
-
Upload
triadhe-rezki -
Category
Documents
-
view
79 -
download
2
description
hasil kerja di dunia industri
Transcript of lap kerja lapangan

DAFTAR ISI
BAB I............................................................................................................................................................ 3
PENDAHULUAN............................................................................................................................................ 3
I.1. Latar Belakang............................................................................................................................................3
I.2. Tujuan.........................................................................................................................................................4I.2.1. Tujuan Umum:.................................................................................................................................4I.2.2. Tujuan khusus:.................................................................................................................................4
I.3. Waktu dan tempat Pelaksanaan.................................................................................................................4
I.4. Metode Penyusunan...................................................................................................................................4I.4.1. Observasi.........................................................................................................................................5I.4.2. Wawancara......................................................................................................................................5I.4.3. Studi Literature................................................................................................................................5
I.5. Batasan Masalah........................................................................................................................................5
I.6. Sistematika Penulisan.................................................................................................................................5
BAB II........................................................................................................................................................... 6
PROFIL PT. SEMEN TONASA.......................................................................................................................... 6
II.1. Sejarah.......................................................................................................................................................6II.1.1. Pabrik Semen Tonasa I....................................................................................................................7II.1.2. Pabrik Semen Tonasa II...................................................................................................................8II.1.3. Pabrik Semen Tonasa III................................................................................................................10II.1.4. Pabrik Semen Tonasa IV...............................................................................................................10
II.2. Visi Misi Perusahaan................................................................................................................................11II.2.1. VISI................................................................................................................................................11II.2.2. MISI..............................................................................................................................................11
II.3. Struktur Organisasi Pemeliharaan Listrik dan Instrument Kiln & Coal Mill Tonasa IV..............................11
BAB III......................................................................................................................................................... 12
SISTEM KERJA BELT WEIGHER UNTUK MENGUKUR KUANTITAS PADA BATUBARA........................................12
III.1. Tujuan dari Pemasangan belt weigher....................................................................................................12
III.2. Prinsip pengoperasian Belt Weigher.......................................................................................................12
III.3. Fungsi Dasar dari Belt Weigher...............................................................................................................13
III.4. Komponen Belt Weigher.........................................................................................................................14
III.5. Komponen safety pada belt weigher.......................................................................................................16
III.6. Kalibrasi..................................................................................................................................................17
BAB IV........................................................................................................................................................ 19
Instalasi Belt Weigher................................................................................................................................. 19
IV.1. 10 Peraturan dalam Penginstalan Belt weigher.....................................................................................19
IV.2. Mengganti Load Cell...............................................................................................................................26
1
BAB V......................................................................................................................................................... 27
PENUTUP.................................................................................................................................................... 27
V.1. Kesimpulan..............................................................................................................................................27
V.2. Saran.......................................................................................................................................................27
2
BAB I
PENDAHULUAN
I.1. Latar Belakang
Peningkatan kualitas karyawan di suatu perusahaan dalam kaitannya dengan
pengembangan Sumber Daya Manusia (SDM) merupakan suatu keharusan dan kebutuhan
yang semakin terasa dewasa ini. Organisasi memandang pentingnya diadakan pengembangan
sumber daya manusia sebab pada saat ini karyawan merupakan aset yang sangat penting
dalam mencapai tujuan organisasi yang telah ditetapkan. Di samping itu dalam kegiatan
pengembangan sumber daya manusia, perlu adanya koordinasi yang cukup baik antara setiap
unit kerja yang ada di dalam organisasi dengan bagian kepegawaian.
Hal ini penting mengingat bahwa setiap unit kerja lebih mengetahui kebutuhan
pengembangan yang bersifat pengetahuan dan keterampilan teknis dari pegawai yang berada
di bawahnya. Oleh karena itu, bagian kepegawaian dalam hal ini pengembangan tersebut
berperan sebagai pendukung dalam pelaksanaan aktivitas pengembangan dan berhubungan
dengan peningkatan keterampilan dan pengetahuan teknis dari setiap unit kerja, bagian
kepegawaian dapat melakukan perencanaan pengembangan karier pegawai agar organisasi
memiliki pegawai yang siap pakai pada saat dibutuhkan untuk posisi atau jabatan baru.
Dalam tahap pengembangan sumber daya manusia ini terdapat dua aspek kegiatan
penting yang tidak dapat dipisahkan satu sama lain, yakni kegiatan pelatihan dan kegiatan
pengembangan sumber daya manusia itu sendiri yang dimaksudkan agar potensi yang
dimiliki pegawai dapat digunakan secara efektif. Kegiatan pelatihan dipandang sebagai awal
yaitu dengan diadakannya proses orientasi yang kemudian dilanjutkan secara berkelanjutan
selama pegawai tersebut berada di dalam organisasi. Sehingga diharapkan ada peningkatan
kualitas karyawan dalam hal wawasan dan keterampilan teknis.
Dengan berbagai aspek dan hubungan dalam pendekatan integrative sumber daya
manusia, diharapkan para pekerja mendapat perhatian yang lebih spesifik untuk menjaga
produktifitasnya, serta meningkatkan kualitas karyawan disisi lainnya. Hal ini diharapkan
agar para pekerja dapat memberdayakan segala potensinya untuk kemajuan perusahaan.
3
I.2. Tujuan
I.2.1. Tujuan Umum:
1. Mewujudkan kerja sama antara mahasiswa dan perusahaan dalam bidang teknologi
industry.
2. Agar mahasiswa bisa mendapatkan ilmu secara langsung di lapangan kerja.
3. Agar mahasiswa dapat membandingkan teori yang ada di bangku kuliah dan yang
berada di perusahaan.
4. Mendapatkan pengetahuan dalam bidang teknologi industry.
I.2.2. Tujuan khusus:
1. Mengetahui system produksi khususnya semen.
2. Mengetahui prinsip kerja alat yang berada di tonasa IV.
3. Memenuhi kurikulum di politeknik negeri ujung pandang.
4. Mengetahui cara perawatan, pemeliharaan, perbaikan mesin.
I.3. Waktu dan tempat Pelaksanaan
Kerja Praktek ini dilaksanakan di PT. SEMEN TONASA Unit Kerja Tonasa IV,
Bringere-Pangkep-Sulawesi Selatan 90652. Waktu pelaksanaan kerja praktek mulai tanggal 3
Agustus 2015 s.d. 31 Agustus 2015 pada Unit kerja Tonasa IV.
I.4. Metode Penyusunan
Selama kerja praktek ini, metode yang digunakan dalam pengumpulan data adalah
sebagai berikut:
4
I.4.1. Observasi
Data diperoleh dengan mengadakan pengamatan langsung ke lapangan dengan bimbingan
pembimbingyang ada.
I.4.2. Wawancara
Penulis melakukan wawancara langsung dengan mentor maupun dengan operator agar
mendapatkan data yang diperlukan.
I.4.3. Studi Literature
Dengan Metode ini penulis mendapatkan data melalui beberapa buku referensi, buku manual,
data percobaan.
I.5. Batasan Masalah
Karena banyaknya alat instrument yang ada di lapangan, maka ada keterbatasan
dalam kerja praktek ini, maka penulis membatasi topik permasalahan pada prinsip kerja Belt
Weigher dalam Mengukur Kuantitas Batubara Pada Penyaluran Pembakaran.
I.6. Sistematika Penulisan
Dalam Penulisan laporan dibutuhkan sistematika penulisan yang benar agar pihak
yang membacanya dapat memahami isi dari laporan ini. Adapun sistematika penyusunan
laporan yang dimaksud adalah sebagai berikut:
BAB I : Pendahuluan
BAB II: Profil PT. SEMEN TONASA
BAB III: Sistem Kerja Belt Weigher
BAB IV: Instalasi Belt Weigher
BAB V: Penutup
5
BAB II
PROFIL PT. SEMEN TONASA
II.1. Sejarah
PT Semen Tonasa adalah produsen semen terbesar di Kawasan Timur Indonesia yang
menempati lahan seluas 715 hektar di Desa Biringere, Kecamatan Bungoro, Kabupaten
Pangkep, sekitar 68 kilometer dari kota Makassar. Perseroan yang memiliki kapasitas
terpasang 5.980.000 ton semen per tahun ini, mempunyai empat unit pabrik, yaitu Pabrik
Tonasa II, Pabrik Tonasa III, Pabrik Tonasa IV dan Pabrik Tonasa V. Keempat unit pabrik
tersebut menggunakan proses kering dengan kapasitas masing-masing 590.000 ton semen
pertahun untuk Unit II dan III, 2.300.000 ton semen per tahun untuk Unit IV serta 2.500.000
ton semen untuk Unit V. Perseroan berdasarkan anggaran dasar merupakan produsen semen
di Indonesia yang telah memproduksi serta menjual semen di dalam negeri dan mancanegara
sejak tahun 1968.
Proses produksi perseroan bermula dari kegiatan penambangan tanah liat dan batu
kapur di kawasan tambang tanah liat dan pegunungan batu kapur sekitar pabrik hingga
pengantongan semen zak di unit pengantongan semen. Proses produksi perseroan secara terus
menerus dipantau oleh satuan Quality Control guna menjamin kualitas produksi. Lokasi
pabrik perseroan yang berada di Sulawesi Selatan merupakan daerah strategis untuk mengisi
kebutuhan semen di Kawasan Timur Indonesia. Dengan didukung oleh jaringan distribusi
yang tersebar dan diperkuat oleh delapan unit pengantongan semen yang melengkapi sarana
distribusi penjualan, telah menjadikan perseroan sebagai pemasok terbesar di kawasan
tersebut. Kedelapan unit pengantongan semen berlokasi di Bitung, Palu, Banjarmasin dan
Ambon dengan kapasitas masing-masing 300.000 ton semen per tahun serta di Makassar,
Bali dan Samarinda dengan kapasitas masing-masing 600.000 ton semen per tahun, dan di
Pontianak dengan kapasitas 150.000 ton semen per tahun. Sarana pendukung operasi lainnya
yang berkontribusi besar terhadap pencapaian laba perusahaan adalah utilitas Pembangkit
6
Listrik Tenaga Uap (PLTU) dengan kapasitas 2x25 MW yang berlokasi di Desa Biringkassi,
Kabupaten Pangkep, sekitar 17 km dari lokasi pabrik.
Pendapatan utama perseroan adalah hasil penjualan Semen Portland (OPC), Semen Non
OPC yaitu Tipe Komposit (PCC) tersebar di wilayah Sulawesi, Kalimantan, Jawa, Bali, Nusa
Tenggara, Maluku dan Papua. Didukung dengan merk produk yang solid di Kawasan Timur
Indonesia, perseroan berusaha secara terus menerus mempertahankan brand image produk
dengan menjaga kestabilan pasokan produk di pasar semen, selain itu dukungan sistem
distribusi yang optimal juga merupakan unsur kesuksesanpenjualan semen perseroan.
Disamping itu, penjualan ekspor juga dilakukan perseroan jika terjadi kelebihan produksi
setelah pemenuhan pasar dalam negeri. Sejak 15 September 1995 perseroan terkonsolidasi
dengan PT Semen Indonesia (Persero) Tbk. (sebelumnya PT Semen Gresik (Persero) Tbk.)
menjadi sebuah holding company. Lebih dari satu dekade perseroan berbenah dan berupaya
keras meningkatkan nilai perseroan di mata pemegang saham dan stakeholder. Berbagai
terobosan strategi dan program kerja dalam meningkatkan kinerja perseroan secara
terintegrasi terus dipacu untuk mewujudkan visi perseroan menjadi produsen semen yang
terefisien dan mempunyai keunggulan yang kompetitif diantara para produsen semen lainnya.
Di mulai tahun 2009 sampai saat ini, perseroan melaksanakan pembangunan Pabrik Tonasa V
yang nantinya diharapkan beroperasi dengan kapasitas 2.500.000 ton pertahun dengan
dukungan pembangkit listrik 2x35MW dengan pembiayaan proyek tersebut bersumber dari
dana sendiri perseroan dan kredit pembiayaan sindikasi perbankan nasional. Pembangkit
listrik tersebut di targetkan akan beroperasi normal di tahun 2013.
II.1.1. Pabrik Semen Tonasa I
Pabrik Semen Tonasa I berlokasi di desa Tonasa kecamatan Balocci kabupaten
Pangkajene propinsi Sulawesi Selatan letaknya kurang lebih 54 km sebelah utara kota Ujung
Pandang dan didirikan berdasarkan Tap. MPRS RI No.II/MPRS/1960 tanggal 5 Desember
1960. Pabrik Semen Tonasa Unit I merupakan proyek di bawah Departemen Perindustrian
dan merupakan hasil kerja sama antara Pemerintah Indonesia dengan Pemerintah
Cekoslowakia yang dimulai sejak tahun 1960 dan diresmikan pada 2 November 1968. Pabrik
ini menggunakan proses basah dengan kapasitas terpasang 110.000 ton semen/tahun.
Sesudah operasi selama 16 tahun, ternyata pabrik Semen Tonasa I yang menggunakan
proses basah tidak lagi mampu untuk diteruskan beroperasi secara ekonomis akibat terjadinya
beberapa kali kenaikan bahan bakar minyak sehingga pabrik ini boros. Di samping itu
7
adanya pabrik Semen Tonasa II dan mulai beroperasinya pabrik Semen Tonasa III pada tahun
1984, menyebabkan kebutuhan semen di wilayah pemasaran PT. Semen Tonasa masih dapat
disuplai oleh pabrik Semen Tonasa II dan Tonasa III tersebut.
Oleh karena itu, pada bulan November 1984 diputuskan untuk menghentikan sementara
Semen Tonasa I sambil meneliti kemungkinan pemanfaatan lebih lanjut.
II.1.2. Pabrik Semen Tonasa II
Dalam rangka memenuhi kebutuhan semen yang semakin meningkat, berdasarkan
persetujuan Bappenas No. 032/XC-LC/B.V/76 dan No. 2854/D.1/IX/76 tanggal 2 September
1976 dibangun Pabrik Semen Tonasa Unit II. Pabrik yang merupakan hasil kerjasama
Pemerintah Indonesia dengan Pemerintah Kanada ini beroperasi pada 1980 dengan kapasitas
Pabrik Semen Tonasa Unit II terletak di Desa Biringere, Kecamatan Bungoro, Kabupaten
Pangkep, yang berjarak sekitar 23 km dari Pabrik Semen Tonasa Unit I.
Pabrik Semen Tonasa II yang berlokasi di desa Biringere, Kecamatan Bungoro,
Kabupaten Pangkep, propinsi Sulawesi Selatan, yang berjarak 23 km dari Pabrik Semen
Tonasa Unit I, yang didirikan berdasarkan persetujuan Bappenas No.023/XL-LC/B.V/76 dan
No.285/D.I/IX/76 tanggal 2 September 1976.
Proyek pembangunan Pabrik Semen Tonasa II secara resmi dimulai tanggal 20 Oktober
1976. Perencanaan dan pembangunan pabrik dilakukan oleh Countinho Caro & Co dari
Jerman Barat bersama Swan Wooster Canada, secara Fized Fee, berdasarkan perencanaan
dasar yang dibuka oleh Dyckerhoff Engineering. Mesin-mesin utama pabrik dan sebagian
besar bahan konstruksi untuk pekerjaan sipil didatangkan dari Kanada. Dalam pengawasan
seluruh proyek, baik dalam pemasangan mesin-mesin utama maupun dalam pelaksanaan
konstruksi sipil, PT. Semen Tonasa dibantu oleh Dyckerhoff Engineering. Sedangkan yang
menyangkut masalah hukum, PT. Semen Tonasa dibantu oleh Konsultan Hukum Delson dan
Gordon dari Amerika Serikat.
Pada tanggal 15 Desember 1979, pembangunan Pabrik Semen Tonasa II selesai dan
diresmikan oleh Bapak Presiden Soeharto pada tanggal 28 Februari 1980.
Tonasa unit II yang menggunakan proses kering (Proses ini umpan klin berupa tepung
kering dengan kadar air 0,5-1 %) mulai beroprasi secara komersial pada tahun 1980 dengan
kapasitas 510.000 ton semen/tahun dan dioptimalisasi menjadi 590.000 ton semen/tahun pada
1991.
8
9
II.1.3. Pabrik Semen Tonasa III
Pada tahun 1982, berdasarkan persetujuan Bappenas No. 32 XC-LC/B.V/1981 dan No.
2177/WK/10/1981 tanggal 30 Oktober 1981 dilakukan perluasan dengan membangun Pabrik
Semen Tonasa Unit III yang berada di lokasi yang sama dengan Pabrik Unit II.
Survey bahan baku tidak dilaksanakan lagi karena lokasi yang sama dan telah
dilakukan pada saat survey bahan baku Semen Tonasa II, sedangkan studi kelayakan masih
tetap dilakukan Dyckerhoff Engineering.
Kapasitas produksi pabrik Semen Tonasa III adalah 1.900 ton perak/hari atau 590.000
ton semen/tahun, kerjasama antara Pemerintah Indonesia dengan Jerman Barat. Proses yang
digunakan adalah proses kering dengan bahan bakar minyak Buncker-C pada tahap uji dan
saat operasi komersial menggunakan batu bara.
Jumlah investasi sebesar Rp. 98.807 milyar atau DM.343 juta (1 DM =Rp.288), terdiri
dari biaya valuta asing sebesar DM.204 juta dan biaya lokal sebesar Rp.40.055 milyar.
Adapun biaya valuta asing tersebut sebagian besar bantuan kredit ekspor Pemerintah Jerman
Barat. Proyek pembangunan pabrik Semen Tonasa III dimulai pada tanggal 9 Januari 1082.
Perencanaan dan pembangunan dilakukan oleh Countinho Caro & Co, Jerman Barat secara
Lump Sum Contrct Price (Turn Key).
Mesin-mesin pabrik seluruhnya didatangkan dari Jerman. Dalam pengawasan seluruh
proyek baik pemasangan mesin-mesin utama maupun pelaksanaan konstruksi sipil, PT.
Semen Tonasa dibantu oleh Dyckerhoff Engineering. Sedangkan menyangkut masalah
hukum, dibantu oleh Konsultan Hukum Delson dan Gordon dari Amerika Serikat.
Pada tanggal 3 April 1985 Pabrik Semen Tonasa III selesai dan diresmikan oleh Bapak
Presiden Soeharto didampingi Perdana Menteri Lee Kwan Yew dari Singapura.
II.1.4. Pabrik Semen Tonasa IV
Berdasarkan Surat Menteri Muda Perindustrian No. 182/MPP-IX/1990 tanggal 2
Oktober 1990 dan Surat Menteri Keuangan RI No. S1549/MK.013/1990 tanggal 29
November 1990, dilakukan perluasan dengan membangun Pabrik Semen Tonasa Unit IV
yang berkapasitas 2.300.000 ton semen/tahun. Pabrik berlokasi dekat Tonasa Unit II dan Unit
III.
Pabrik Tonasa Unit IV diresmikan oleh Presiden Soeharto pada tanggal 10 September
1996.
10
Tonasa Unit IV dikerjakan secara swakelola oleh PT. Semen Tonasa dibantu oleh PT.
Rekayasa Industri sebagai konsultan.
II.2. Visi Misi Perusahaan
II.2.1. VISI
Menjadi perusahaan persemenan terkemuka di Asia dengan tingkat efisiensi tinggi.
II.2.2. MISI
1. Meningkatkan nilai perusahaan sesuai keinginan stakeholders.
2. Memproduksi semen untuk memenuhi kebutuhan konsumen dengan kualitas dan harga
bersaing serta penyerahan tepat waktu.
3. Senantiasa berupaya melakukan improvement di segala bidang, guna meningkatkan daya
saing di pasar dan ebitda margin perusahaan.
4. Membangun lingkungan kerja yang mampu membangkitkan motivasi karyawan untuk
bekerja secara professional.
II.3. Struktur Organisasi Pemeliharaan Listrik dan Instrument Kiln & Coal Mill
Tonasa IV
11
Manager
Regu Listrik Regu Instrument
Regu Sistem kontrol
BAB III
SISTEM KERJA BELT WEIGHER UNTUK MENGUKUR KUANTITAS
BATUBARA
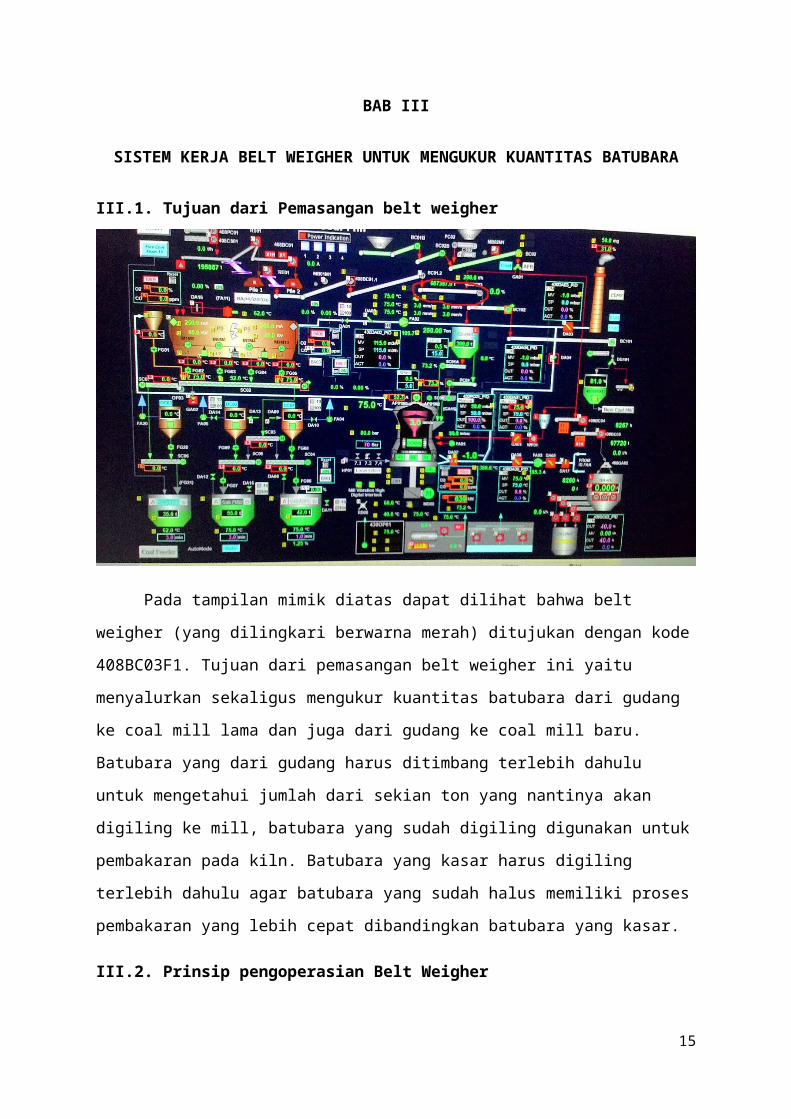
III.1. Tujuan dari Pemasangan belt weigher
Pada tampilan mimik diatas dapat dilihat bahwa belt weigher (yang dilingkari
berwarna merah) ditujukan dengan kode 408BC03F1. Tujuan dari pemasangan belt weigher
ini yaitu menyalurkan sekaligus mengukur kuantitas batubara dari gudang ke coal mill lama
dan juga dari gudang ke coal mill baru. Batubara yang dari gudang harus ditimbang terlebih
dahulu untuk mengetahui jumlah dari sekian ton yang nantinya akan digiling ke mill,
batubara yang sudah digiling digunakan untuk pembakaran pada kiln. Batubara yang kasar
harus digiling terlebih dahulu agar batubara yang sudah halus memiliki proses pembakaran
yang lebih cepat dibandingkan batubara yang kasar.
III.2. Prinsip pengoperasian Belt Weigher
Pengoperasian Belt Weigher menggunakan load cell atau sensor berat untuk
menghasilkan sinyal (mV) yang proporsional terhadap berat yang terukur, sensor speed yang
mengindikasikan sinyal dari pergerakan belt dan integrator yang mengintegrasikan dua sinyal
untuk menyediakan pengukuran yang sangat dibutuhkan dalam unit keteknikan. Loss baik
12
dari sinyal berat atau sinyal kecepatan akan menyebabkan belt weigher untuk
mengindikasikan nol ton.
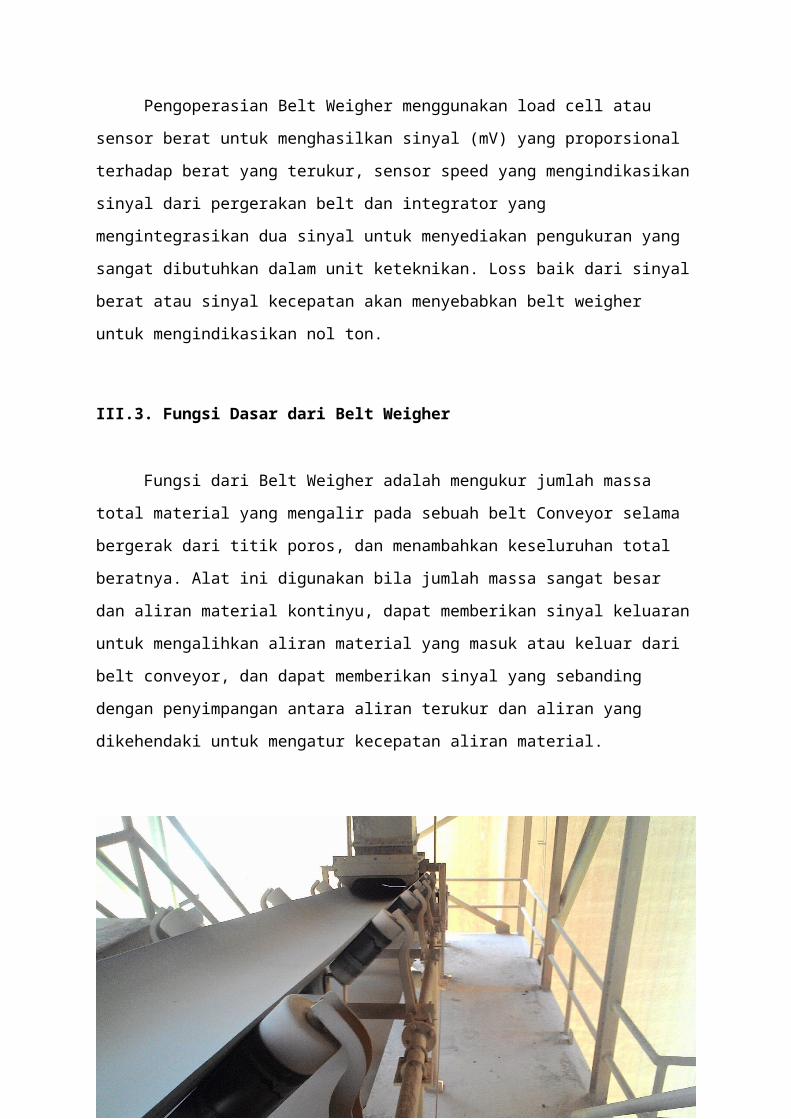
III.3. Fungsi Dasar dari Belt Weigher
Fungsi dari Belt Weigher adalah mengukur jumlah massa total material yang mengalir
pada sebuah belt Conveyor selama bergerak dari titik poros, dan menambahkan keseluruhan
total beratnya. Alat ini digunakan bila jumlah massa sangat besar dan aliran material
kontinyu, dapat memberikan sinyal keluaran untuk mengalihkan aliran material yang masuk
atau keluar dari belt conveyor, dan dapat memberikan sinyal yang sebanding dengan
penyimpangan antara aliran terukur dan aliran yang dikehendaki untuk mengatur kecepatan
aliran material.
Flow rate atau kecepatan alir dihitung dan ditransmisikan dari integrator dengan sinyal loop
arus (4-20mA). Untuk penjumlahan totalnya bisa juga didapatkan secara eksternal dari
integrator dengan sinyal output berupa pulsa.
13
III.4. Komponen Belt Weigher
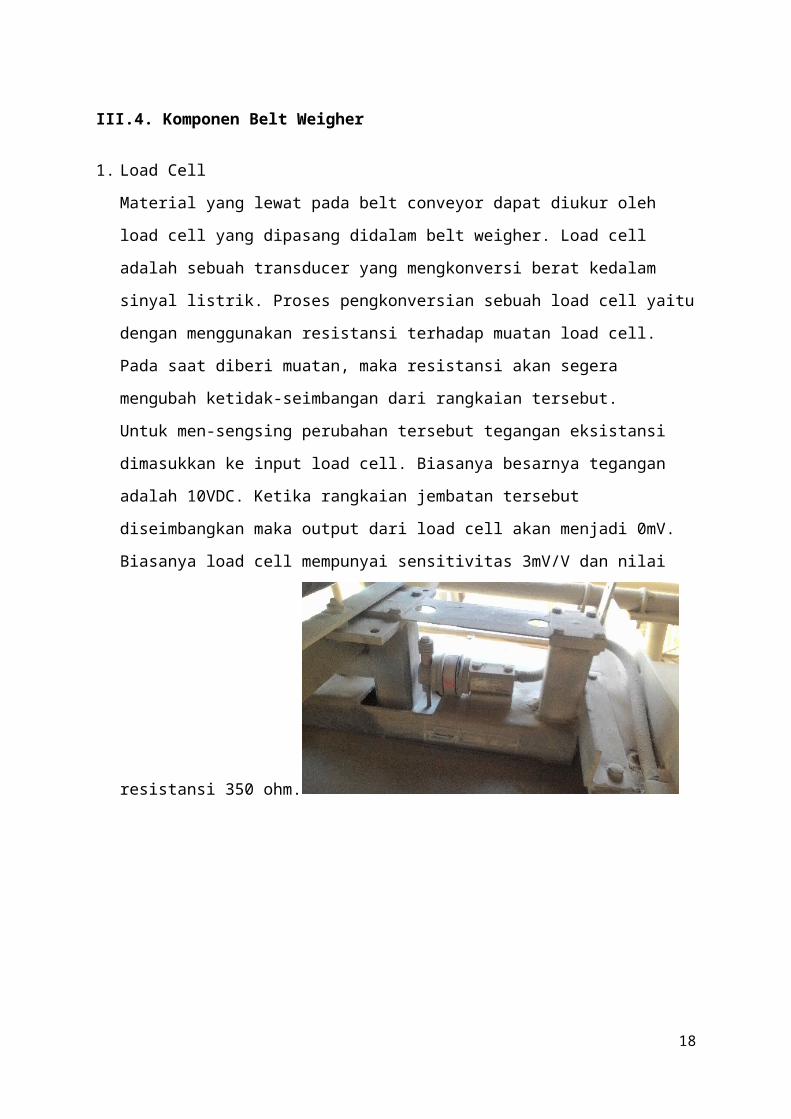
1. Load Cell
Material yang lewat pada belt conveyor dapat diukur oleh load cell yang dipasang
didalam belt weigher. Load cell adalah sebuah transducer yang mengkonversi berat
kedalam sinyal listrik. Proses pengkonversian sebuah load cell yaitu dengan
menggunakan resistansi terhadap muatan load cell. Pada saat diberi muatan, maka
resistansi akan segera mengubah ketidak-seimbangan dari rangkaian tersebut.
Untuk men-sengsing perubahan tersebut tegangan eksistansi dimasukkan ke input load
cell. Biasanya besarnya tegangan adalah 10VDC. Ketika rangkaian jembatan tersebut
diseimbangkan maka output dari load cell akan menjadi 0mV.
Biasanya load cell mempunyai sensitivitas 3mV/V dan nilai resistansi 350 ohm.
14
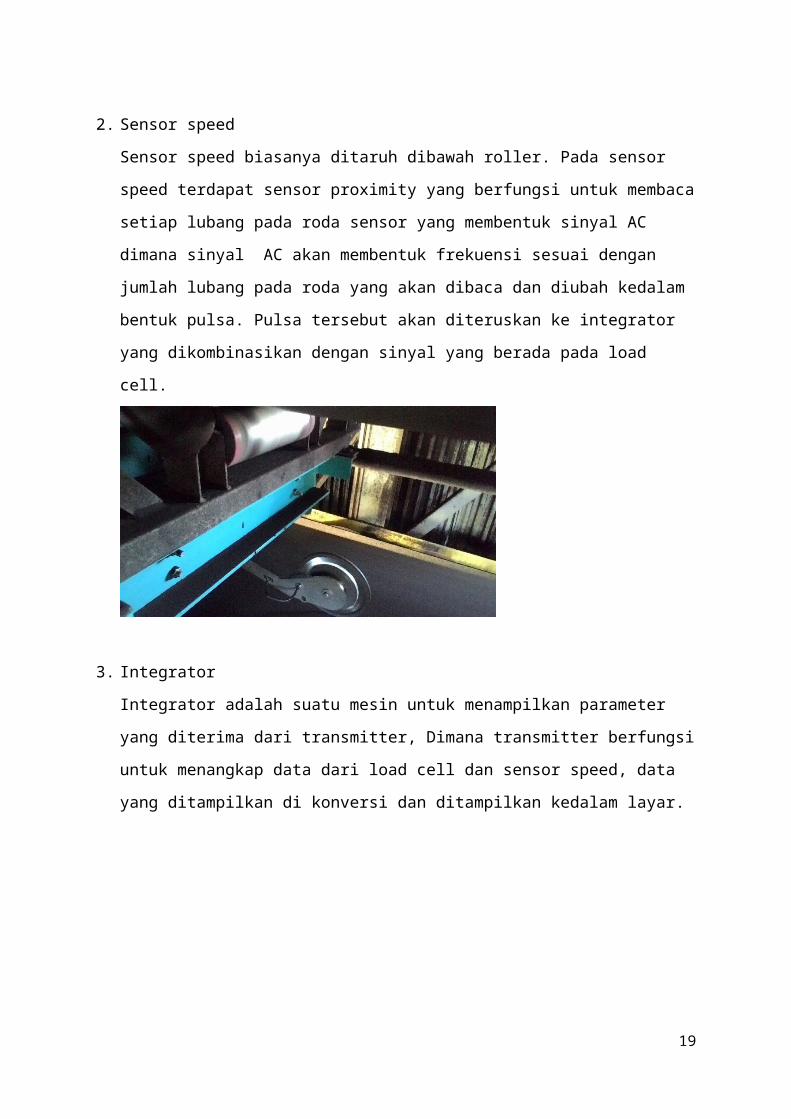
2. Sensor speed
Sensor speed biasanya ditaruh dibawah roller. Pada sensor speed terdapat sensor
proximity yang berfungsi untuk membaca setiap lubang pada roda sensor yang
membentuk sinyal AC dimana sinyal AC akan membentuk frekuensi sesuai dengan
jumlah lubang pada roda yang akan dibaca dan diubah kedalam bentuk pulsa. Pulsa
tersebut akan diteruskan ke integrator yang dikombinasikan dengan sinyal yang berada
pada load cell.
3. Integrator
Integrator adalah suatu mesin untuk menampilkan parameter yang diterima dari
transmitter, Dimana transmitter berfungsi untuk menangkap data dari load cell dan sensor
speed, data yang ditampilkan di konversi dan ditampilkan kedalam layar.
15
III.5. Komponen safety pada belt weigher
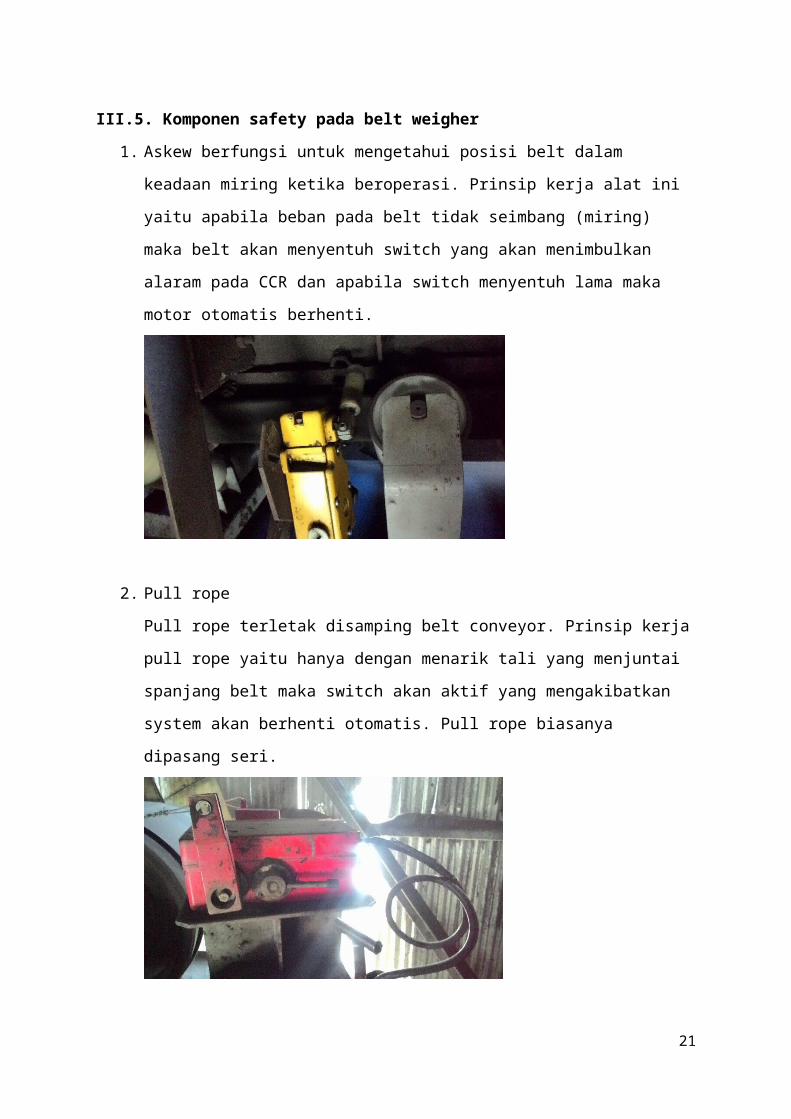
1. Askew berfungsi untuk mengetahui posisi belt dalam keadaan miring ketika
beroperasi. Prinsip kerja alat ini yaitu apabila beban pada belt tidak seimbang (miring)
maka belt akan menyentuh switch yang akan menimbulkan alaram pada CCR dan
apabila switch menyentuh lama maka motor otomatis berhenti.
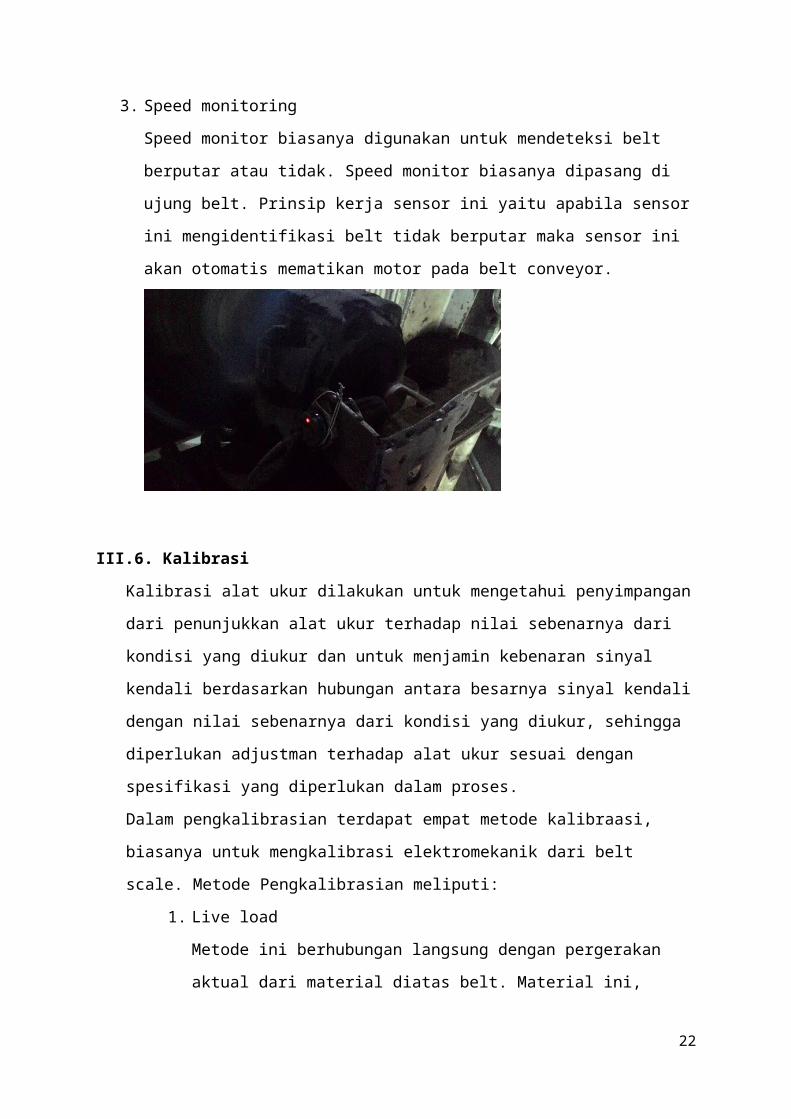
2. Pull rope
Pull rope terletak disamping belt conveyor. Prinsip kerja pull rope yaitu hanya dengan
menarik tali yang menjuntai spanjang belt maka switch akan aktif yang
mengakibatkan system akan berhenti otomatis. Pull rope biasanya dipasang seri.
3. Speed monitoring
Speed monitor biasanya digunakan untuk mendeteksi belt berputar atau tidak. Speed
monitor biasanya dipasang di ujung belt. Prinsip kerja sensor ini yaitu apabila sensor
ini mengidentifikasi belt tidak berputar maka sensor ini akan otomatis mematikan
motor pada belt conveyor.
16
III.6. Kalibrasi
Kalibrasi alat ukur dilakukan untuk mengetahui penyimpangan dari penunjukkan alat
ukur terhadap nilai sebenarnya dari kondisi yang diukur dan untuk menjamin kebenaran
sinyal kendali berdasarkan hubungan antara besarnya sinyal kendali dengan nilai
sebenarnya dari kondisi yang diukur, sehingga diperlukan adjustman terhadap alat ukur
sesuai dengan spesifikasi yang diperlukan dalam proses.
Dalam pengkalibrasian terdapat empat metode kalibraasi, biasanya untuk mengkalibrasi
elektromekanik dari belt scale. Metode Pengkalibrasian meliputi:
1. Live load
Metode ini berhubungan langsung dengan pergerakan aktual dari material
diatas belt. Material ini, kemudian dibandingkan dengan belt scale yang
kemudian dikoreksi lagi.
Jumlah dari material dan feed rate harus memenuhi persyaratan dari tes
muatan yang berhubungan dengan pre-requistes untuk pengkalibrasian.
2. Test Chain
Metode dari berat yang diketahui per meter diletakkan belt. Metode ini sedikit
lebih baik daripada metode static weight karena dilakukan secara aktual di atas
belt sehingga lebih representatif terhadap material. Test chain ini tersusun oleh
rantai hubung biasa atau mesin khusus yang dibungkus putaran besi.
3. Static Weights
Metoded ini berhubungan dengan penempatan berat dari nilai sudah diketahui
pada weighframe untuk mempresentasikan material. Kecepatan yang
dihasilkan dihitung dan digunakan sebagai skala. Hal ini memberikan kalibrasi
17
yang biasanya superior terhadap metode electronics R-cal akan tetapi tidak
dinamis terhadap belt bermuatan.
4. Electronic R-cal
Karena dalam belt digunakan load cell yang bervariasi terhadap perubahan
resistansi, maka digunakan juga sebuah resistor untuk mensimulasikan
material pada belt. Setelah itu dihitung seberapa banyak material yang
direpresentasikan oleh resistor, akan tetapi tidak memberikan hasil yang
terbaik karena dianggap kondisi sudah bagus dan tidak dilakukan tes terhadap
elemen mekanik dari weighframe.
18
BAB IV
Instalasi Belt Weigher
IV.1. 10 Peraturan dalam Penginstalan Belt weigher
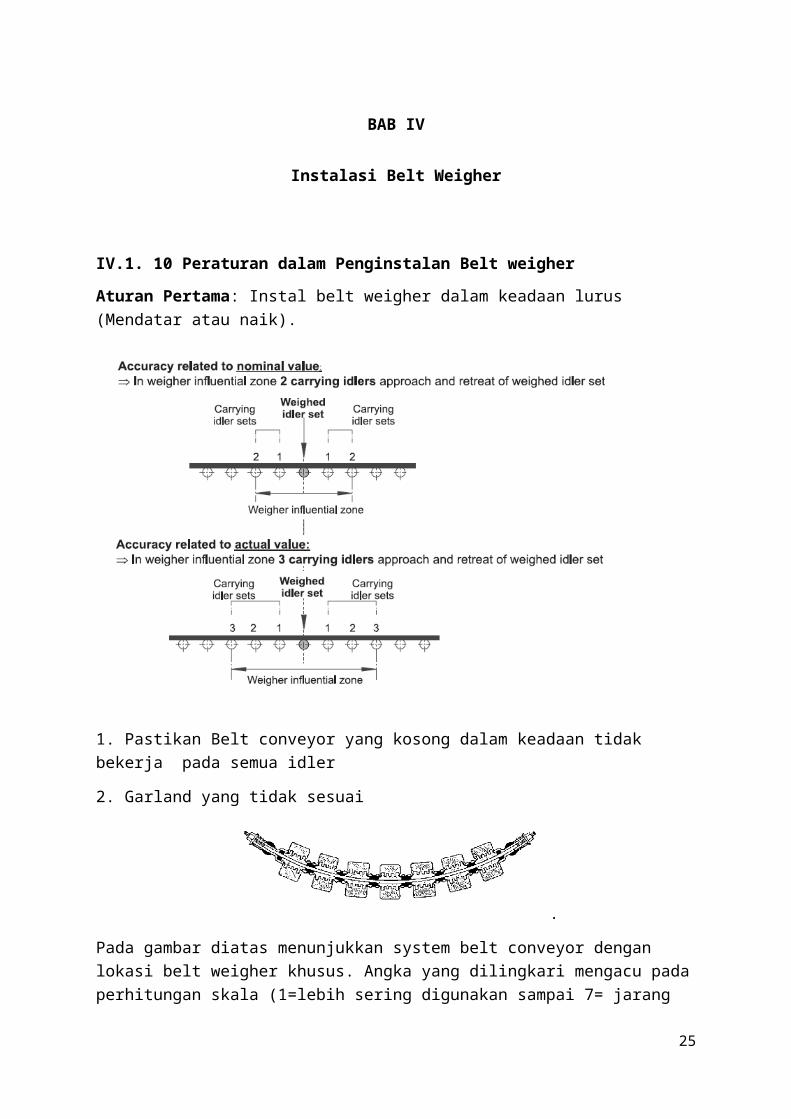
Aturan Pertama: Instal belt weigher dalam keadaan lurus (Mendatar atau naik).
1. Pastikan Belt conveyor yang kosong dalam keadaan tidak bekerja pada semua idler
2. Garland yang tidak sesuai
.
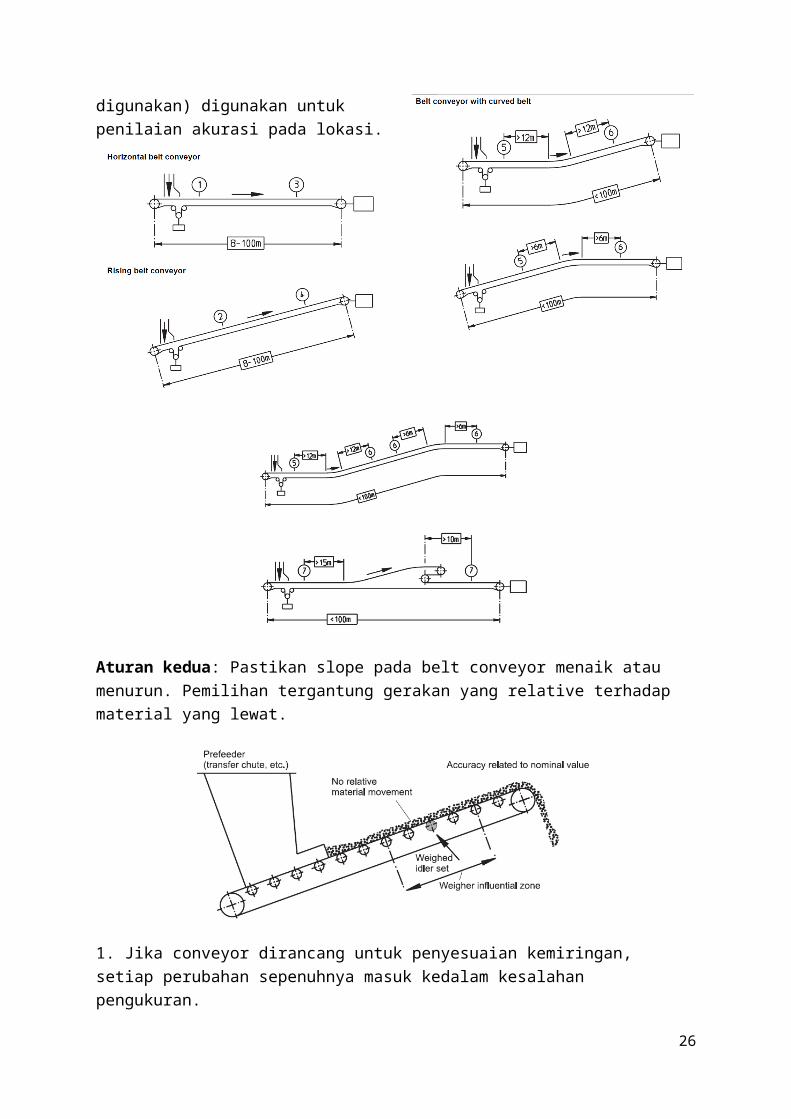
Pada gambar diatas menunjukkan system belt conveyor dengan lokasi belt weigher khusus. Angka yang dilingkari mengacu pada perhitungan skala (1=lebih sering digunakan sampai 7= jarang digunakan) digunakan untuk penilaian akurasi pada lokasi.
19
Aturan kedua: Pastikan slope pada belt conveyor menaik atau menurun. Pemilihan tergantung gerakan yang relative terhadap material yang lewat.
1. Jika conveyor dirancang untuk penyesuaian kemiringan, setiap perubahan sepenuhnya masuk kedalam kesalahan pengukuran.
20
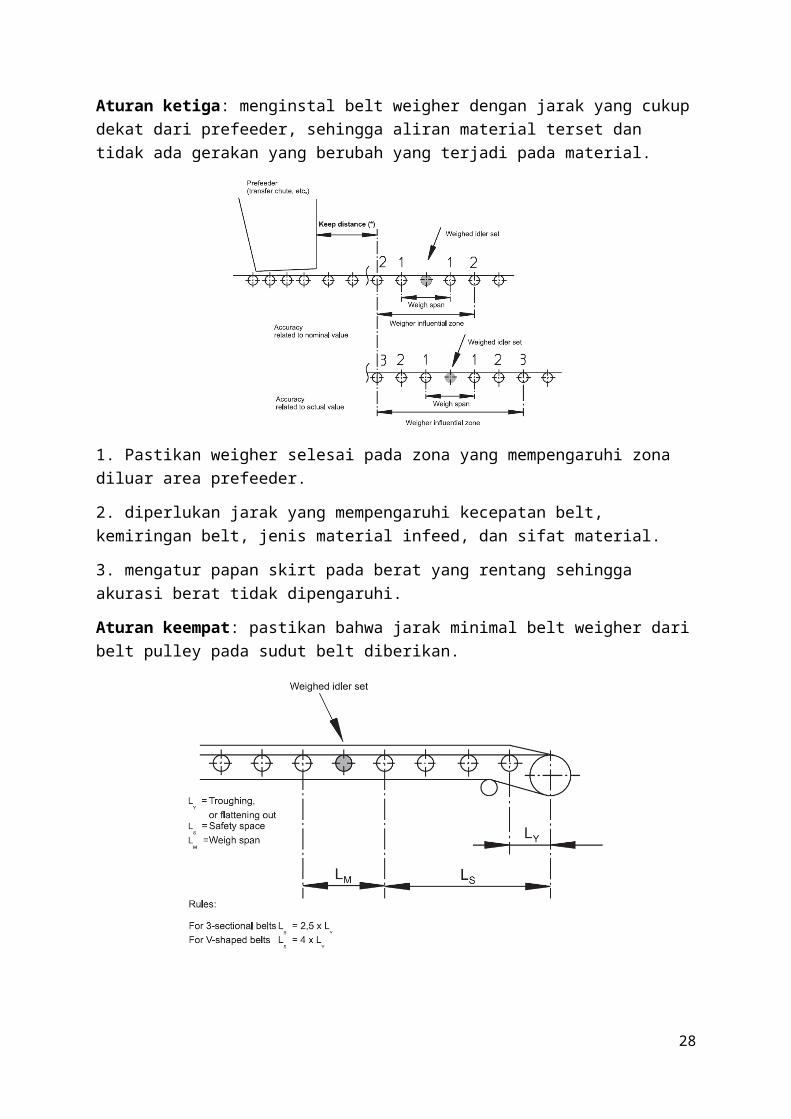
Aturan ketiga: menginstal belt weigher dengan jarak yang cukup dekat dari prefeeder, sehingga aliran material terset dan tidak ada gerakan yang berubah yang terjadi pada material.
1. Pastikan weigher selesai pada zona yang mempengaruhi zona diluar area prefeeder.
2. diperlukan jarak yang mempengaruhi kecepatan belt, kemiringan belt, jenis material infeed, dan sifat material.
3. mengatur papan skirt pada berat yang rentang sehingga akurasi berat tidak dipengaruhi.
Aturan keempat: pastikan bahwa jarak minimal belt weigher dari belt pulley pada sudut belt diberikan.
21
Aturan kelima: kedalaman dan kemiringan belt adalah pertimbangan yang penting untuk pengakurasian.
1. pastikan bahwa belt selalu bertumpu pada idler yang terset. Ini bentuk terbaik untuk small troughing, belt fleksibel.
2. Buat agar beban belt menjadi tinggi
3. pastikan tracking belt yang benar dan terhindar dari pusat beban yang dapat menyebabkan belt tergelincir dan menghasilkan penimbangan yang tidak akurat.
Aturan keenam: pastikan bahwa belt sepenuhnya bengkok di zona yang mempengaruhi timbangan.
1. Hindari Penggunaan belt conveyor dimana katrol diatur lebih tinggi dari idler. Jika dibutuhkan, peningkatan jarak antara pulley dan zona yang mempengaruhi timbangan.
22
Aturan ketujuh: sejajarkan set idler di zona yang mempengaruhi timbangan. Set dengan offset idlers yang memiliki potensi bedampak buruk pada akurasi pengukuran.
1. atur idler pada zona yang mempengaruhi timbangan pada elevasi 3 – 5mm.
2. pastikan idler terset sejajar terhadap perpindahan dan penurunan
3. Berarti idler melakukan toleransi putaran selama penyelarasan.
4. maksimum putaran toleransi = 0.2mm.
23
5. pastikan spindle pada timbangan
6. timbangan dan limiting idler terset dengan offset spindle yang tidak menghasilkan rentang berat yang tepat.
24
Aturan kedelapan: pastikan belt stringer yang dipasang tingkat dasar
1. pastikan belt stringer pada zona yang mempengaruhi timbangan telah dilas.
2. pilih belt stringer dan pengukuran idler telah aman. Jika diperlukan, perkuat belt stringer yang sesuai.
3. tali kawat belt conveyor yang disuspensikan tidak cocok untuk instalasi belt weigher.
4. selalu menginstal belt tracking idler untuk mengoreksi belt yang jalan diluar zona yang mempengaruhi timbangan.
Aturan kesembilan: menyelaraskan gravitasi
1. potensi peningkatan kesalahan pengukuran dengan berbagai belt tension.
25
Aturan kesepuluh: menjaga system terhadap angin, cuaca, suhu ekstrim dan berbagai getaran.
1. Mengukur tiupan angina.
2. insolation langsung bias menaikkan temperature load cell yang berlebihan.
3. kelembaban, es dan salju menimbulkan material dan menyebabkan ketidakselarasan pada zona yang mempengaruhi timbangan.
4. salah satu sisi insolation pada belt weigher berpotensi menybabkan twisting dan temperature drift.
5. lindungi pondasi dari getaran yang kuat.
IV.2. Mengganti Load Cell
Putuskan kabel load cell dalam kotak terminal dan reset parameter. Tambahkan berat beban sekitar 5mm. Lepaskan baut dari mulut load cell dan hapus seting idler dari samping, Tangani load cell baru seperti pada lampiran brosur. Jika perlu, ganti juga tombol load sebelum menginstal load cell baru. Masukkan load cell lengkap dengan pra installed load cell. Perhatikan center load cell agar relaive dengan tombol load dan baut. Perhatikan berat beban yang rendah. Jika perlu, selaraskan set weighed idler terhadap carrying idler pada timbangan. Jalankan dan pasangkan kabel load cell.
26

BAB V
PENUTUP
V.1. Kesimpulan
Belt weigher merupakan alat yang digunakan untuk mengukur kuantitas batubara pada
proses pembakaran Kiln di PT. Semen Tonasa. Belt Weigher tersebut terpasang pada Belt
Conveyor.
Fungsi dari Belt Weigher tersebut adalah untuk mengukur jumlah massa total material
yang mengalir pada sebuah belt conveyor selama bergerak dari titik poros, dan
menjumlahkan keseluruhan total beratnya. Belt weigher ini digunakan bila jumlah massa
sangat besar dan aliran material kontinyu, dapat memberikan sinyal keluaran untuk
mengalihkan aliran material yang memasuki atau keluar dari belt conveyor, dan dapat
memberikan sinyal yang sebanding dengan penyimpangan antara aliran terukur dan aliran
yang dikehendaki untuk mengatur kecepatan aliran material. Belt weigher ini terdiri dari
load cell, sensor speed, dan integrator.
V.2. Saran
a. Pemantauan hasil pengukuran Belt Weigher harus dilakukan secara terencana dan terus
menerus agar didapatkan hasil pengukuran yang lengkap sehingga dapat diketahui berapa
banyak jumlah batu bara yang dibongkar dari gudang.
b. Kalibrasi alat pengukur kuantitas batubara, yaitu belt weigher sebaiknya dilakukan secara
berkala supaya di dapatkan hasil timbangan yang akurat.
c. Pengoperasian dan pemakaian belt weigher sebaiknya sesuai dengan prosedur-prosedur
yang telah ditetapkan dalam manual book.
27
DAFTAR PUSTAKA
MULTIBELT BELT WEIGHERS: Installation and Operating Instructions.
INTECONT Tersus Belt Weigher: Insruction Manual.
Schenck Process Group: Corporate Presentation.
Standard Belt Weigher Parameter.
INTECONT Tersus for Measuring System.
Testing and calibration of continuously operating belt weigher.
Recommendations for the installation planning of Belt Weigher.
28