Laporan bengkel kerja gegas-asas ketukangan
50
FAKULTI PENDIDIKAN UNIVERSITI TEKNOLOGI MALAYSIA 81310 UTM JOHOR BHARU,JOHOR MALAYSIA. SPPE 1012 (ASAS KETUKANGAN) FOLIO PROJEK (AMALI KERJA LOGAM : PROJEK MENGGEGAS) NAMA PELAJAR NO. MATRIK PROGRAM ELLI AMIRAH BINTI AZLAN A14PP3014 SPPJ LIYANA HANISAH BINTI MAT SAKAM A14PP3026 SPPJ NAMA PENSYARAH: DR AMIRMUDIN UDIN TARIKH HANTAR:
Transcript of Laporan bengkel kerja gegas-asas ketukangan
FAKULTI PENDIDIKAN UNIVERSITI TEKNOLOGI MALAYSIA 81310
UTM JOHOR BHARU,JOHOR MALAYSIA.
SPPE 1012(ASAS KETUKANGAN)
FOLIO PROJEK(AMALI KERJA LOGAM : PROJEK
MENGGEGAS)
NAMA PELAJAR NO. MATRIK PROGRAM
ELLI AMIRAH BINTI AZLAN A14PP3014 SPPJ
LIYANA HANISAH BINTI MAT SAKAM A14PP3026 SPPJ
NAMA PENSYARAH:DR AMIRMUDIN UDIN
TARIKH HANTAR:18/11/2015
MARKAH
ISI KANDUNGAN
ISI KANDUNGAN i
SENARAI GAMBARAJAH ii
PENGHARGAAN iii
1.0 PENGENALAN 1
2.0 PERATURAN ASAS PENGGUNAAN BENGKEL FABRIKASI LOGAM 2
3.0 LANGKAH KESELAMATAN DAN PENCEGAHAN KEMALANGAN 4
3.1 FAKTOR KEMANUSIAAN 4
3.2 FAKTOR PENTADBIRAN 5
3.3 FAKTOR FIZIKAL 5
3.4 LANGKAH PENCEGAHAN 6
3.5 LANGKAH KESELAMATAN KEPADA 3 ASPEK 7
4.0 PROJEK 1 : PROJEK MENGEGAS 9
4.1 PENGENALAN 10
4.2 OBJEKTIF 10
4.3 PERALATAN TANGAN KERJA MENGGEGAS 11
4.3.1 PERALATAN MENGUKUR 12
4.3.2 PERALATAN MENANDA 16
4.3.3 PERALATAN MENGAPIT 17
4.3.4 PERALATAN MEMEMOTONG 18
4.3.5 PERALATAN MEMUTAR 21
4.4 PROSES KERJA MENGGEGAS 23
5.0 REFLEKSI 31
6.0 KESIMPULAN 32
7.0 LAMPIRAN 33
8.0 RUJUKAN 34
ii | P a g e
SENARAI GAMBARAJAH
Gambarajah 1 : Contoh Pakaian Yang Sesuai Di Dalam Bengkel 3
Gambarajah 2: Bahagian Plat A 23
Gambarajah 3: Bahagian Plat B 23
Gambarajah 4 : Ukuran Kepingan Logam Yang Perlu Dipotong 24
Gambarajah 5 : Proses Memotong Kepingan Logam 24
Gambarajah 6 : Kepingan Logam Atau Plat Yang Telah Dipotong 24
Gambarajah 7 : Proses Menanda Dan Mengukur Plat 25
Gambarajah 8 : Proses Menanda Dan Mengukur Plat B 25
Gambarajah 9 : Plat Yang Telah Diukur Dan Ditanda 25
Gambarajah 10 : Memotong Menggunakan “Hack Saw” 26
Gambarajah 11 : Plat Yang Telah Dipotong 26
Gambarajah 12 : Pengukuran Menggunakan “ Vernier Calliper” 26
Gambarajah 13 : Penggukuran Menggunakan Sesiku L 27
Gambarajah 14 : Proses Menebuk Lubang Pada Plat A 27
Gambarajah 15 : Plat B 27
Gambarajah 16 : Ditanda Dengan Penebuk Pusat 28
Gambarajah 17 : Menebuk Lubang Pada Plat B 28
Gambarajah 18 : Menebuk Lubang Kecil Di Tengah 28
Gambarajah 19 :Bahagian Yang Perlu Dipotong 29
Gambarajah 20 : Selepas Membuang Bahagian Tengah 29
Gambarajah 21 : Mengikir Bahagian Yang Perlu Dinipiskan 29
Gambarajah 22 : Kemaskan Permukaan 30
Gambarajah 23 : Membuat Alur Pada Plat 30
Gambarajah 24 : Alur Yang Telah Siap 30
Gambarajah 25 : Lekungan 30
Gambarajah 26 : pemeriksaan plat menggunkan “Dye”
iii | P a g e
PENGHARGAAN
Assalamualaikum w.b.t dan salam sejahtera,
Alhamdullilah, bersyukur ke atas ilahi dengan limpahan rahmat serta nikmat masa, nyawa
dan tenaga yang dianugerahkan kepada kami dapat juga kami menyiapkan tugasan ini bagi
kursus “SPPE 1012 Asas Ketukangan” dengan jayanya. Pertama sekali kami ingin
mengucapkan ribuan terima kasih kepada pensyarah tercinta kami, Dr. Amirmudin Bin Udin
kerana beliau telah banyak tunjuk ajar serta bimbingan daripadanya membuka ruang untuk
kami menyiapkan tugasan ini dengan suksesnya. Tunjuk ajar beliau amat membantu kami
dalam usaha menyempurnakan tugasan yang telah diamanahkan kepada kami. Terima kasih
yang tidak terhingga juga kepada En.Ros Iskandar Zulkarnaian Bin Mansor yang juga banyak
membantu dan memberi tunjuk ajar untuk menyelesaikan tugasan ini dari segi praktikal.
Disamping itu, kami juga ingin mengucapkan terima kasih yang tidak terhingga
kepada kedua ibu bapa kami yang memberi kami pemudahcara untuk menyiapkan kerja
kursus ini. Mereka telah memberikan kami segala kemudahan dan sokongan moral yang tidak
terhingga sehingga tugasan ini dapat kami siapkan dengan jayanya.
Ucapan penghargaan ini juga kami tujukan kepada rakan-rakan yang banyak
menghulurkan bantuan, kerjasama dan teguran yang membina kepada kami bagi
merialisasikan usaha menyempurnakn tugasan asas petukangan ini.
Akhir madah, ucapan terima kasih sekali lagi kepada mereka yang terlibat secara
langsung atau tidak langsung dalam menyempurnakan tugasan ini.
Sekian, terima kasih.
iv | P a g e
1.0 PENGENALAN
Melalui Kursus “Asas Pertukangan” ini, secara umunya pelajar dapat mempelajari
serta didedahkan cara penggunaan alatan tangan dan alatan mesin yang berada di
bengkel. Selain itu, pelajar juga dapat mendisiplinkan diri agar sentiasa mematuhi
segala peraturan yang ada di dalam bengkel. Di dalam kursus ini, pelajar diberikan
tugasan kerja menggegas dan kepingan logam. Tugasan ini dilakukan di bengkel
fabrikasi logam.
Kerja menggegas dan kepingan logam ini bermaksud penghasilan tanggam melaui
kaedah manual. Tugasan ini,banyak menggunakan alatan tangan berbanding alatan
mesin. Ini dapat meningkatkan pengetahuan dan kemahiran pelajar dalam penggunaan
alatan tangan yang digunakan dalam kerja menggegas.
Ketika melakukan tugasan ini, keselamatan diri, bahan dan tempat adalah amat
penting bagi mengelakkan kecelakaan dan kemalangan berlaku. Perkara ini semua
perlulah dititik beratkan agar tujuan kedua tugasan ini mencapai matlamat dan dan
objektif penghasilannya.
1 | P a g e
2.0 PERATURAN ASAS PENGGUNAAN BENGKEL FABRIKASI LOGAM
Fabrikasi logam merupakan kerja yang banyak dilakukan untuk membuat dan
mencipta objek/barangan untuk kegunaan seharian. Disamping itu juga ia banyak
digunakan dalam penghasilan bahan ciptaan yang baru. Kerja-kerja fabrikasi logam
biasanya dijalankan di bengkel kerana ia banyak menggunakan alatan tangan serta
mesin. Ini kerana mesin yang digunakan terlalu besar dan tidak sesuai untuk
diletakkan di kawasan rumah.
Dengan itu, segala peraturan yang telah ditetapkan dan dikuatkuasakan oleh pihak
pengurusan bengkel haruslah dipatuhi oleh para pelajar. Dengan itu, risiko untuk
berlakunya kemalangan dapat dikurangkan serta dapat dicegah. Berikut adalah
peraturan-peraturan penggunaan bengkel fabrikasi logam :
1) Pelajar dilarang menggunakan bengkel tanpa pengawasan dan kebenaran dari
pengajar.
2) Pengguna mestilah faham dan tahu untuk mengedalikan operasi mesin atau alatan
tangan sebelum melakukan sebarang kerja.
3) Jangan menggunakan mesin dan alat tangan yang diragui penggunaannya serta
dapatkan tunjuk ajar dari pensyarah atau pengajar bengkel.
4) Pengguna dikehendaki memakai pakain bengkel atau yang sesuai untuk kerja – kerja
didalam bengkel.
5) Pemakain selipar didalam bengkel dilarang sama sekali. Mestilah memakai kasut
bertutup yang bergetah.
6) Pemakaian cermin mata keselamatan adalah dimestikan kepada pengguna.
7) Jangan menyimpan lebihan bahan atau komponen rekacipta didalam bengkel.
8) Jangan sesekali mengambil sebarang ukuran pada benda kerja yang sedang berputar
atau mesin yang sedang beroperasi.
9) Simpan alat – alat dan segala peralatan yang telah digunakan diletakkan ditempat
asalnya. Jangan biarka ianya bersepah diatas mesin dan diatas kawasan persekitaran
bengkel.
2 | P a g e
10) Sila pastikan peralatan yang telah digunakan ,dikemas dan mencukupi bilangannya.
Sekira berlaku kehilangan ,pelajar dikehendaki menggantikan peralatan yang baru.
11) Pelajar tidak dibenarkan mengabil peralatan bengkel tanpa kebenaran.
Gambarajah 1 : Contoh pakaian yang sesuai di dalam bengkel
3 | P a g e
3.0 LANGKAH KESELAMATAN DAN PENCEGAHAN KEMALANGAN
Keselamatan ditempat kerja khususnya dibengkel perlu diambil berat. Ia adalah
penting bagi menjamin keselamatan dan kesihatan diri terpelihara. Dari segi
keselamatan, kepentingannya adalah dapat mengelakkan diri dari risiko tercedera dah
lebih buruk lagi melibatkan kematian. Kepentingan dari aspek kesihatan merangkumi
ergonomik, pendengaran dan gangguan pernafasan. Semua ini perlu dititik beratkan
dan kaedah pengawalan perlu diambil sebelum sesuatu kemalangan berlaku dan juga
melibatkan kesihatan terjejas. Dan perkara yang paling penting dan harus diberi
keutamaan sekiranya berlaku kemalangan atau kecemasan tentulah nyawa pengguna
bengkel berkenaan.
Antara faktor yang boleh menyumbang kepada berlakunya kemalangan adalah:
Faktor kemanusiaan
Faktor pentadbiran
Faktor fizikal
3.1 Faktor Kemanusiaan
Kecuaian
kurang memberi tumpuan kepada kerja
mengalamun/berkhayal semasa bekerja
Kurang pengetahuan
mengenai kerja yang di lakukan
mengenai langkah-langkah keselamatan
mengenai latihan untuk melakukan tugas
sikap tak ambil tahu mengenai sesuatu yang diperlukan dalam
melaksanakan tugas dengan betul.
4 | P a g e
Tidak berdisiplin
bergurau semasa bekerja
gagal mematuhi peraturan-mengambil jalan pintas.
3.2 Faktor Pentadbiran
Penguatkuasaan peraturan keselamatan yang tidak di laksanakan
dengan bersungguh-sungguh
Kurang/tiada arahan-arahan keselamatan sebelum memulakantugas
Kawalan keselamatan yang longgar
Tiada latihan/kurang tunjuk ajar sebelum memulakan tugas
Tiada prosedur kerja yang ditetapkan
Tiada latihan berkaitan pencegahan keselamatan pekerja
3.3 Faktor Fizikal
Persekitaran
kawasan tempat kerja yang tidak di beri perhatian seperti tidak
dibersihkan, licin, berselerak-pencahayaan tempat kerja yang tidak
mencukupi
Kebisingan yang terlalu tinggi melebihi tahap yang sepatutnya akan
memberi kesan psikologi, mengganggu komunikasi atau menyebabkan
kehilangan pendengaran
Sistem pengudaraan yang tidak kondusif, mengganggu kecerdasan
minda dan tumpuan individu-Penyimpanan, pengendalian dan
pelupusan yang tidak sistematik boleh membawa akibat buruk kepada
persekitaran
5 | P a g e

Peralatan dan Mesin
susun atur mesin yang tidak sesuai dengan ruang lantai kerja-keadaan
mesin yang telah lama dan tidak sesuai di gunakan lagi
keadaan mesin & peralatan tangan yang tidak di selenggara dengan
baik
penggunaan mesin atau peralatan tangan yang salah
penggunaan dan penyimpanan mesi yang tidak teratur
pengendalian mesin dengan cara yang tidak selamat.
Sistem Pendawaian
pendawaian yang lebih daripada 40 tahun
kecacatan pada pendawaian yang menyebabkan kebocoran arus
elektrik
beban lebih had (overload)-pendawaian tambahan tanpa kebenaran-
pendawaian yang salah pada alatan yang di gunakan
3.4 Langkah Pencegahan
Merancang terlebih dahulu kerja yang akan dilaksanakan.
Mempelajari cara mengendalikan peralatan atau mesin.
Mematuhi peraturan keselamatan ketika berada dibengkel.
Menggunakan peralatan mengikut kegunaan sebenar peralatan tersebut.
Mengendalikan peralatan dan mesin mengikut prosedur yang ditetapkan.
Pastikan mesin yang digunakan memenuhi piawaian keselamatan yang
ditetapkan.
Pastikan peralatan yang rosak atau kebocoran bar elektrik dibaiki segera.
Pastikan alat yang digunakan sentiasa berkeadaan baik.
6 | P a g e
Pastikan penghadang keselamatan pada mesin tidak ditanggalkan.Ketatkan
skru penghadang keselamatan jika longgar.
Setiap mesin hendaklah disenggarakan secara berkala.
Mesin perlu disusun dengan teratur
Kawasan kerja mestilah mempunyai susun atur yang baik dan laluan berjalan
tidak dihalang
Sistem pengalihudaraan dan pencahayaan peru berfungsi dengan baik.
3.5 LANGKAH KESELAMATAN KEPADA 3 ASPEK
a) DIRIi. Pakaian pakaian yang sesuai.
ii. Gunakan kasut bertutup ketika melakukan kerja.
iii. Jangan bermain ketika melaukan kerja yang melibtakan mesin atau
alatan yang tajam
iv. Pakai gogel ketika ketika yang melibatkan mesin dilakukan.
v. Pakai sarung tangan ketika menggunakn alatan tangan
b) TEMPATi. Pastikan lantai kering, tidak berminyak ketika melakukan kerja.
ii. Pastikan jarak yang sesuai ketika menggunakan kerja.
iii. Pastikan tempat berkerja tidak bersepah ketika melakukan kerja.
iv. Kemaskan tempat selepas kerja dilakukan.
c) ALATANi. Pastikan alatan sentiasa berminyak.
ii. Jangan berebut ketika menggunkan alatan terutama alatan yang tajam.
iii. Jauhkan diri dari rakan ketika melakukan kerja permotongan.
iv. Susun alatan selepas menggunakan.
7 | P a g e
Sebagai pengguna bengkel, kita bertanggungjawab terhadap sebarang perkara yang berlaku
didalam bengkel semasa kita menggunakannya. Bagi mengelakkan kemalangan dariapada
berlaku, beberapa langkah boleh diikuti :
Laporkan sekiranya terdapat perkara yang tidak selamat dan membahayakan.
Pastikan peralatan yang hendak digunakan dalam keadaan yang baik.
Guna peralatan dengan kaedah yang betul.
Gunakan peralatan keselamatan diri semasa menggunakan peralatan bengkel.
Menghadiri kursus asas latihan keselamatan bengkel.
Sentiasa sedia dan berwaspada terhadap sebarang kemungkinan berlakunya
kemalangan.
Sekiranya berlaku kemalangan, siasatan segera haruslah dijalankan. Hal ini bagi
mengenalpasti punca berlakunya kemalangan di dalam bengkel itu. Dengan itu, barulah
langkah pencegahan yang berkesan dapat diambil bagi mengelakkan perkara atau
kemalangan yang sama daripada berulang lagi.
8 | P a g e
4 .0 PROJEK 1 : PROJEK MENGEGAS
9 | P a g e
4.1 PENGENALAN
Amali yang dijalankan pada kali iaitu menggegas dapat memberikan pelbagai impak
kepada pelajar.Amali ini amat bersesuaian dengan pelajar yang bakal bergelar sebagai
seorang pendidik pada masa akan datang. Menerusi gerak kerja yang dilakukan
seperti menanggam, menggerudi, mengukur dan mengikir sedikit sebanyak dapat
menerapkan kemahiran kepada pelajar supaya lebih berkemahiran apabila bergelar
sebagai seorang pendidik kelak. Dalam kerja menggegas ini, kami deberikan tugsan
untuk mengahsilkan tanggam dengan dua bahagian yang dinamakan bahagian A dan
bahagian B. Jenis bahan logam yang digunakan untuk kerja menggegas ini ialah
“Mail steel” iaitu keluli lembut.
4.2 OBJEKTIF
i. Memberikan pengetahuan dan melatih pelajar menggunakan peralatan tangan
dengan betul.
ii. Menjadikan pelajar mahir dalam kerja mengegas.
iii. Memberikan pelajar gambaran sebenar kerja mengegas.
10 | P a g e
4.3 PERALATAN TANGAN KERJA MENGGEGAS
Peralatan tangan dalam kerja menggegas ini dapat dibahagikan kepada beberapa
kategori. Dalam kerja menggegas ini peralatan tangan banyak digunakan. Peralatan
tangan ini dibahagikan kepada kategorinya berdasarkan ciri-ciri atau fungsi kegunaan
yang dimiliki oleh alatan tangan tersebut. Berikut adalah kategori alatan tangan yang
terdapat dalam kerja menggegas. Antaranya seperti:
Alat Mengukur
Alat mengukur berfungsi untuk mengukur dan memindahkan jarak yang
dikehendaki ke atas benda projek.
Alat Menanda
Alatan menanda digunakan untuk menanda jarak, bahagian “Mail steel” dan
sebagainya sebelum dipotong.
Alat Mengapit
Alatan mengapit befungsi memastikan kerja-kerja menggergaji, mengetam dan
menukul dapat dilakukan dengan sempurna.
Alat Memotong
Alatan memotong berfungsi untuk menyediakan “Mail steel” dalam bentuk yang
dikehendaki.
Alat Memutar
Alatan memutar digunakan untuk membuat lubang.
11 | P a g e
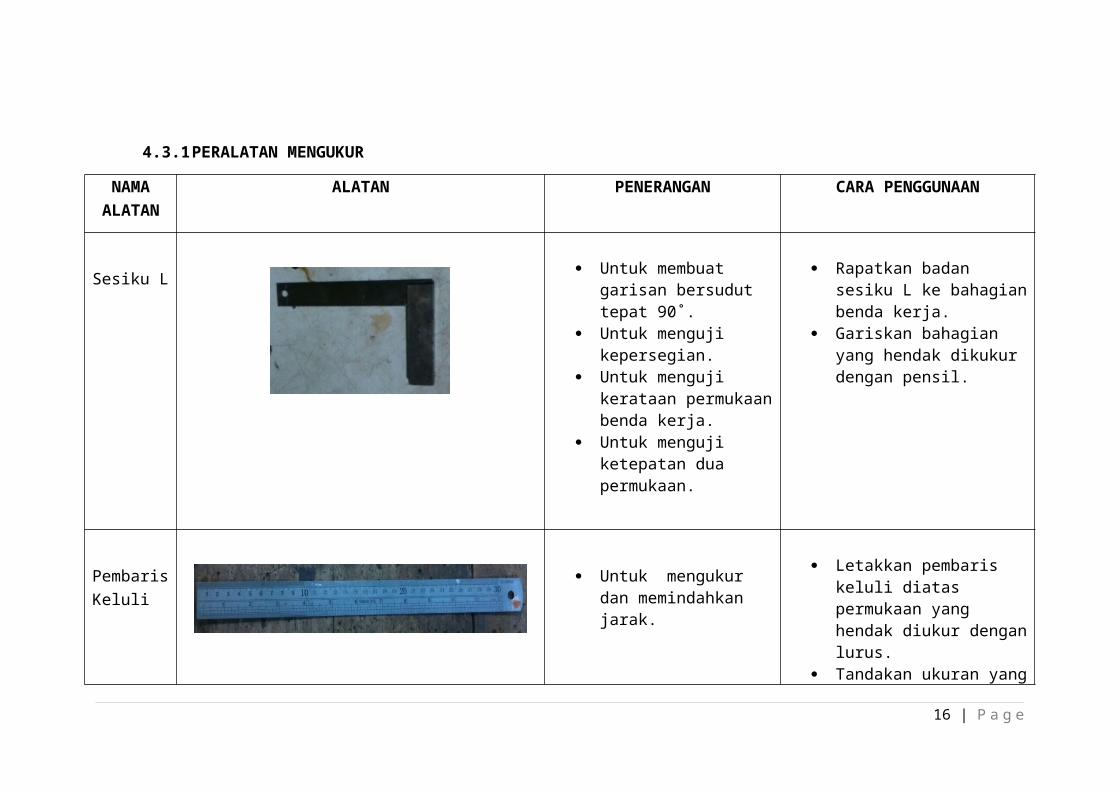
4.3.1 PERALATAN MENGUKUR
NAMA ALATAN
ALATAN PENERANGAN CARA PENGGUNAAN
Sesiku L Untuk membuat garisan
bersudut tepat 90˚. Untuk menguji
kepersegian. Untuk menguji kerataan
permukaan benda kerja. Untuk menguji ketepatan
dua permukaan.
Rapatkan badan sesiku L ke bahagian benda kerja.
Gariskan bahagian yang hendak dikukur dengan pensil.
Pembaris Keluli
Untuk mengukur dan memindahkan jarak.
Letakkan pembaris keluli diatas permukaan yang hendak diukur dengan lurus.
Tandakan ukuran yang hendak dibuat pada bahan kerja.
12 | P a g e
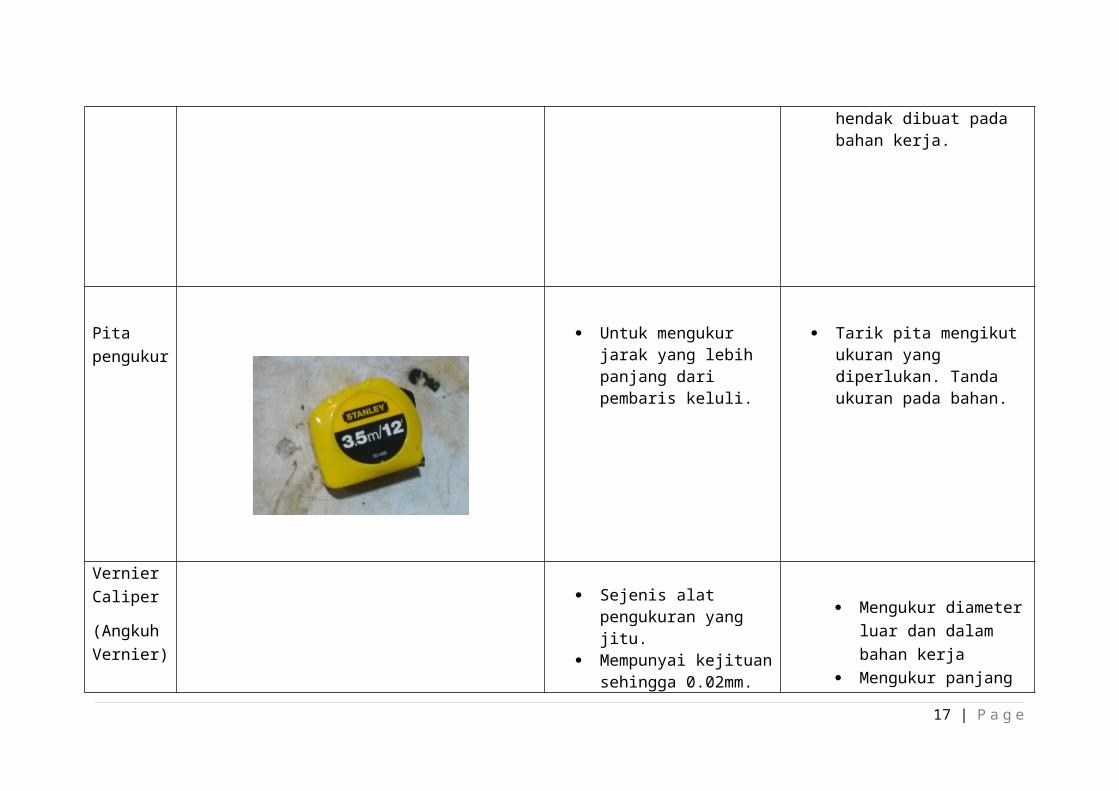
Pita pengukur
Untuk mengukur jarak yang lebih panjang dari pembaris keluli.
Tarik pita mengikut ukuran yang diperlukan. Tanda ukuran pada bahan.
Vernier Caliper
(Angkuh Vernier)
Sejenis alat pengukuran yang jitu.
Mempunyai kejituan sehingga 0.02mm.
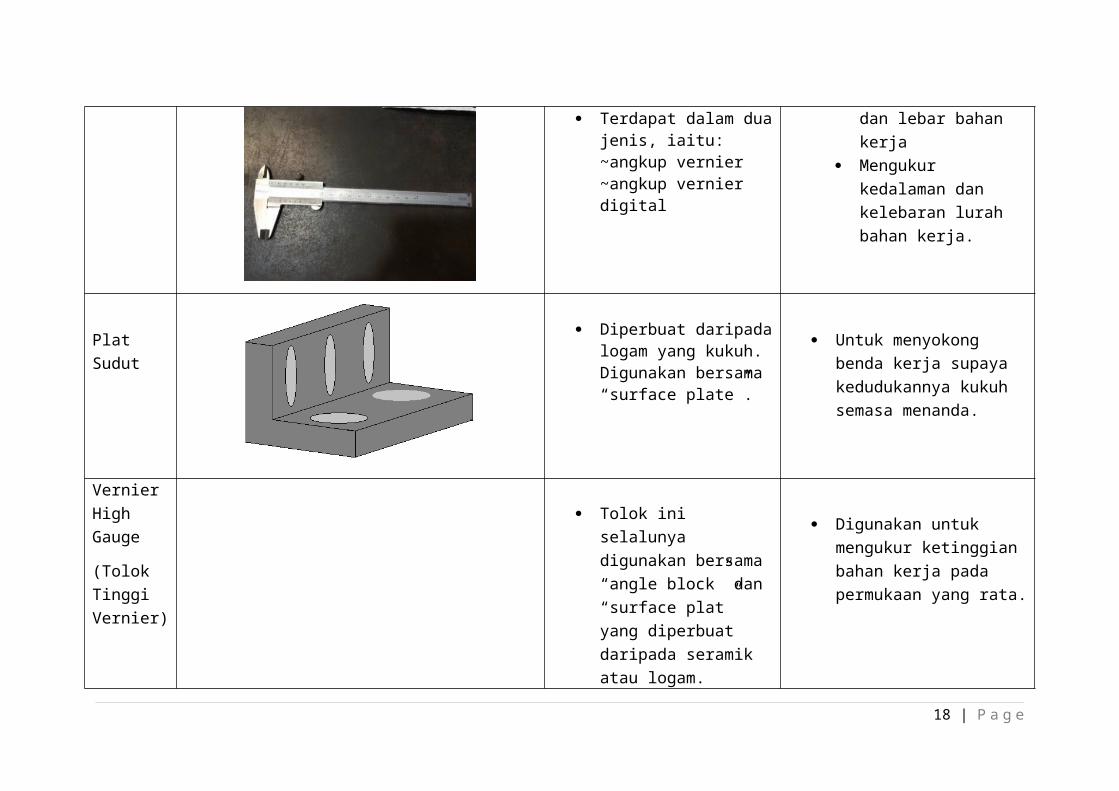
Terdapat dalam dua jenis, iaitu:~angkup vernier~angkup vernier digital
Mengukur diameter luar dan dalam bahan kerja
Mengukur panjang dan lebar bahan kerja
Mengukur kedalaman dan kelebaran lurah bahan kerja.
13 | P a g e
Plat Sudut Diperbuat daripada logam
yang kukuh.Digunakan bersama “surface plate”.
Untuk menyokong benda kerja supaya kedudukannya kukuh semasa menanda.
Vernier High Gauge
(Tolok Tinggi Vernier)
Tolok ini selalunya digunakan bersama “angle block” dan “surface plat” yang diperbuat daripada seramik atau logam.
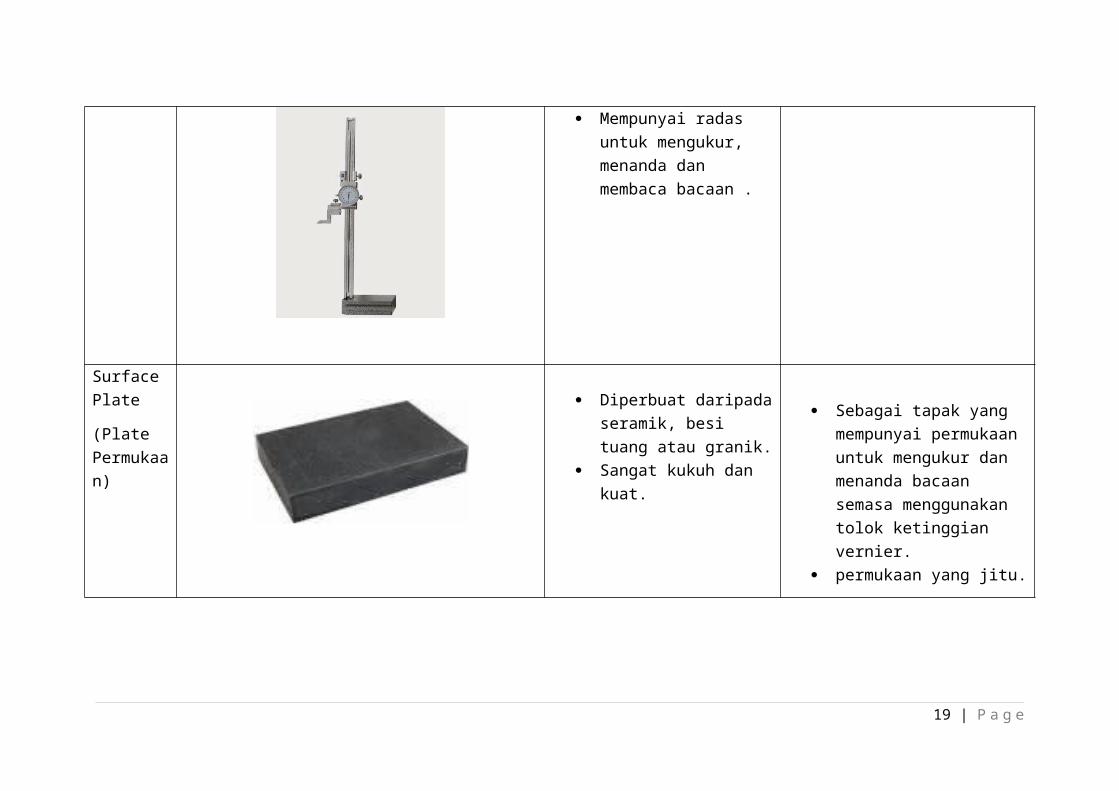
Mempunyai radas untuk mengukur, menanda dan membaca bacaan .
Digunakan untuk mengukur ketinggian bahan kerja pada permukaan yang rata.
14 | P a g e
Surface Plate
(Plate Permukaan)
Diperbuat daripada seramik, besi tuang atau granik.
Sangat kukuh dan kuat.
Sebagai tapak yang mempunyai permukaan untuk mengukur dan menanda bacaan semasa menggunakan tolok ketinggian vernier.
permukaan yang jitu.
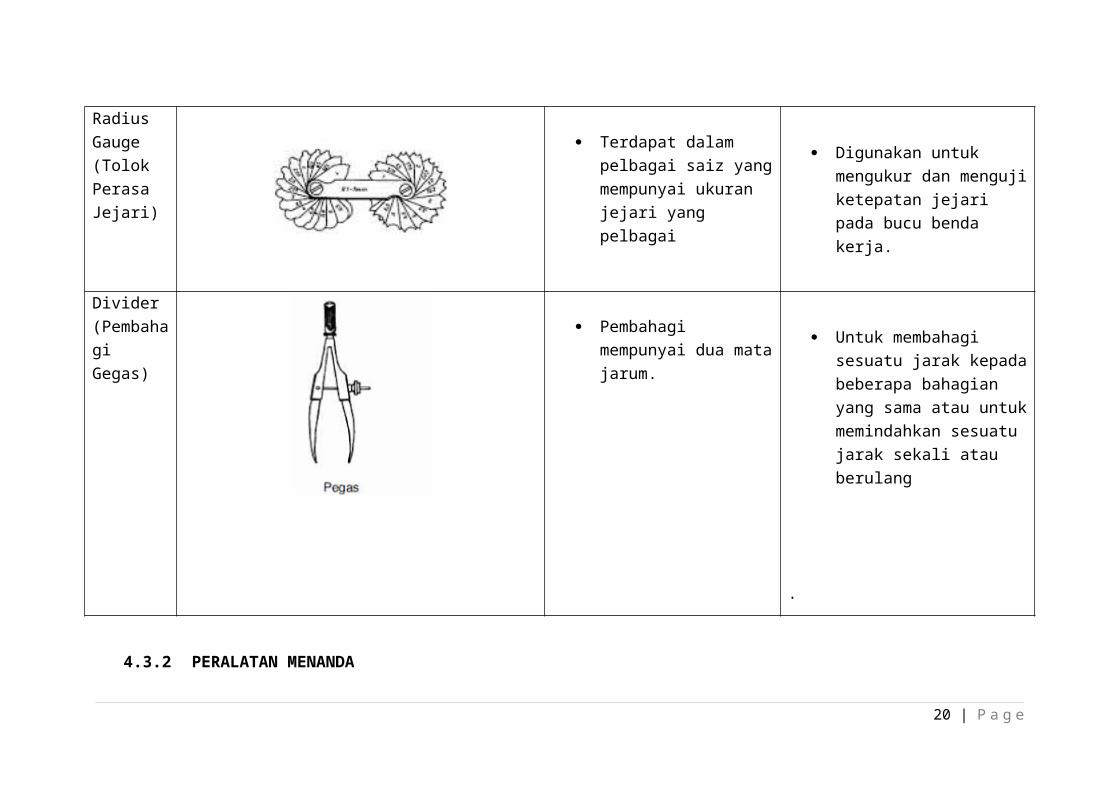
Radius Gauge (Tolok Perasa Jejari)
Terdapat dalam pelbagai saiz yang mempunyai ukuran jejari yang pelbagai
Digunakan untuk mengukur dan menguji ketepatan jejari pada bucu benda kerja.
Divider (Pembahagi Gegas)
Pembahagi mempunyai dua mata jarum. Untuk membahagi sesuatu
jarak kepada beberapa bahagian yang sama atau untuk memindahkan sesuatu jarak sekali atau berulang
.
15 | P a g e
4.3.2 PERALATAN MENANDA
NAMA ALATAN
ALATAN PENERANGAN CARA KEGUNAAN
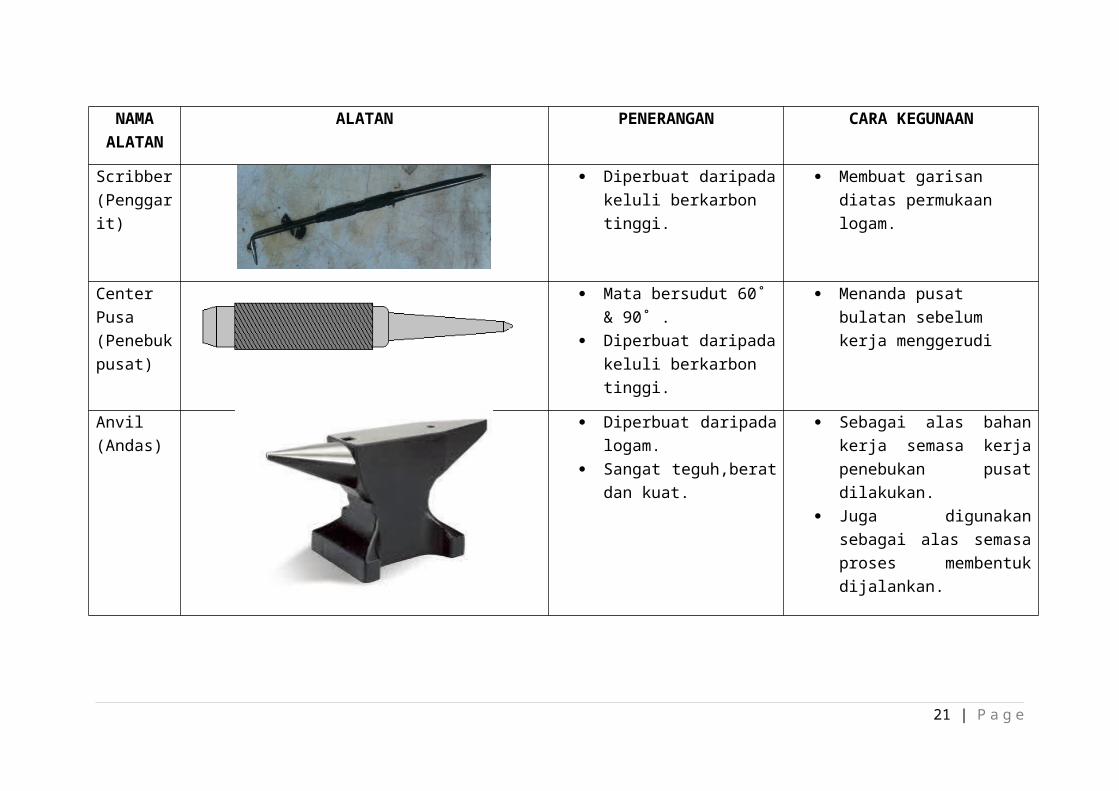
Scribber (Penggarit)
Diperbuat daripada keluli berkarbon tinggi.
Membuat garisan diatas permukaan logam.
Center Pusa (Penebuk pusat)
Mata bersudut 60˚ & 90˚ . Diperbuat daripada keluli
berkarbon tinggi.
Menanda pusat bulatan sebelum kerja menggerudi
Anvil (Andas)
Diperbuat daripada logam. Sangat teguh,berat dan
kuat.
Sebagai alas bahan kerja semasa kerja penebukan pusat dilakukan.
Juga digunakan sebagai alas semasa proses membentuk dijalankan.
16 | P a g e
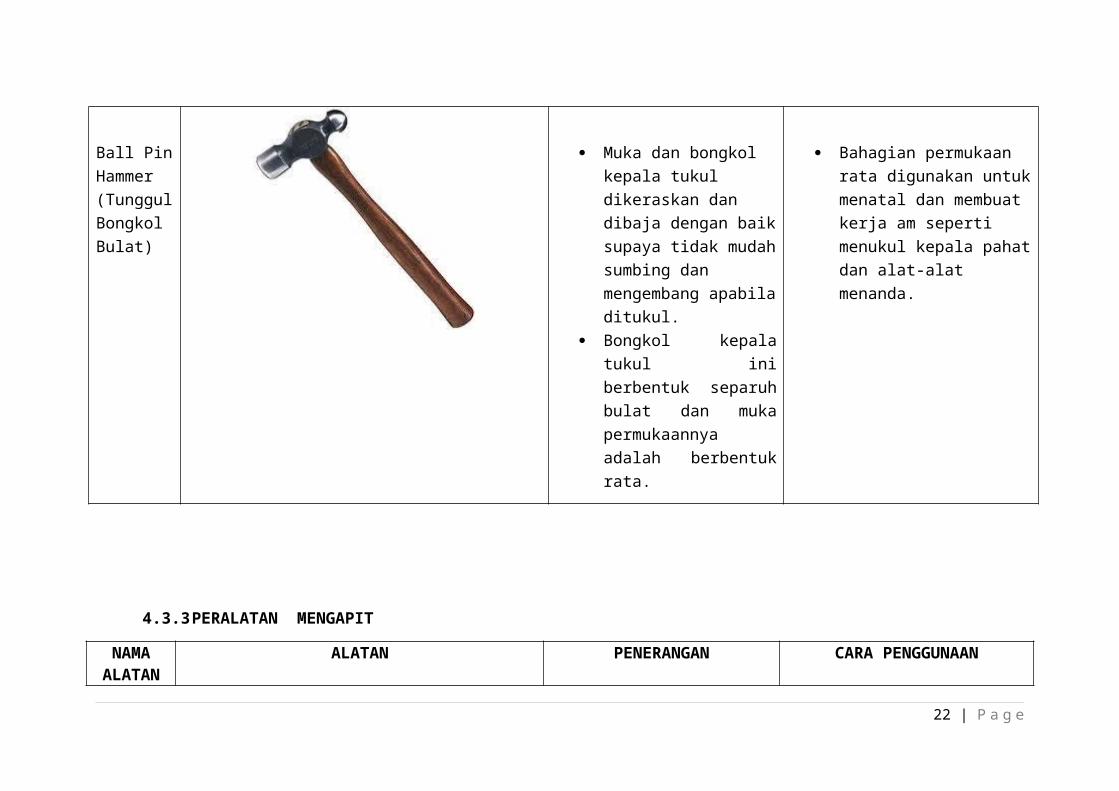
Ball Pin Hammer (Tunggul Bongkol Bulat)
Muka dan bongkol kepala tukul dikeraskan dan dibaja dengan baik supaya tidak mudah sumbing dan mengembang apabila ditukul.
Bongkol kepala tukul ini berbentuk separuh bulat dan muka permukaannya adalah berbentuk rata.
Bahagian permukaan rata digunakan untuk menatal dan membuat kerja am seperti menukul kepala pahat dan alat-alat menanda.
4.3.3 PERALATAN MENGAPIT
NAMA ALATAN
ALATAN PENERANGAN CARA PENGGUNAAN
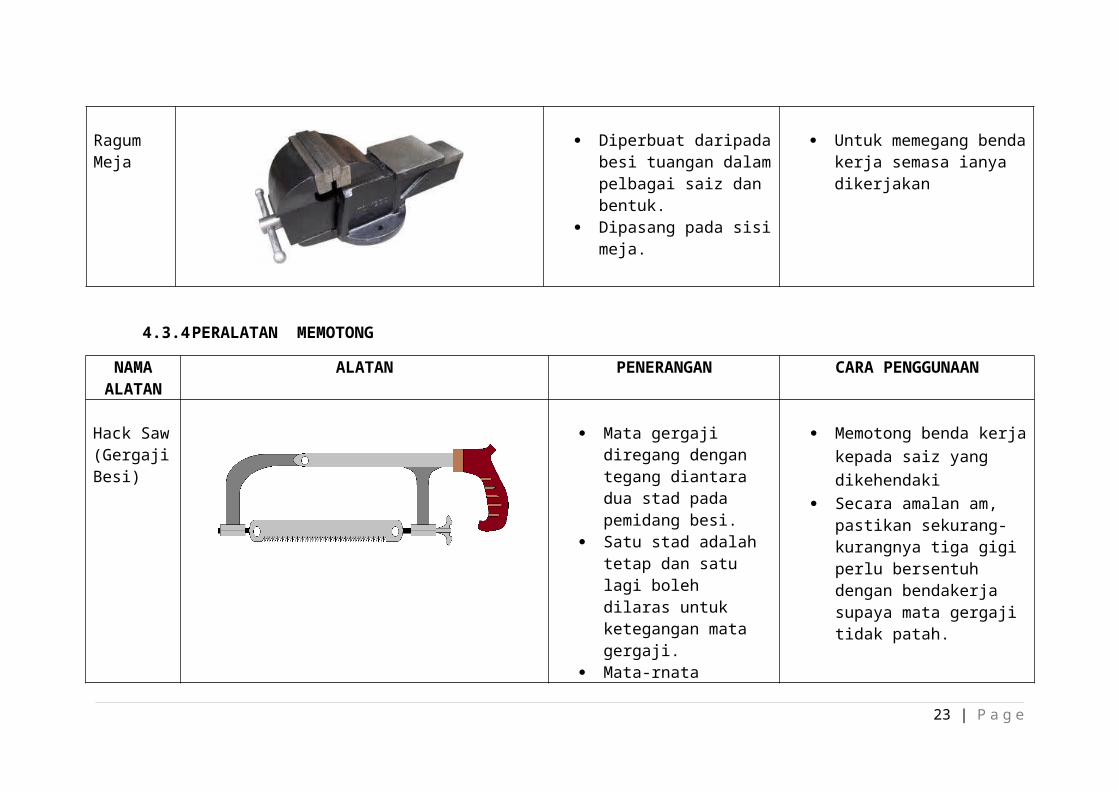
Ragum Meja
Diperbuat daripada besi tuangan dalam pelbagai saiz dan bentuk.
Dipasang pada sisi meja.
Untuk memegang benda kerja semasa ianya dikerjakan
17 | P a g e
4.3.4 PERALATAN MEMOTONG
NAMA ALATAN
ALATAN PENERANGAN CARA PENGGUNAAN
Hack Saw (Gergaji Besi)
Mata gergaji diregang dengan tegang diantara dua stad pada pemidang besi.
Satu stad adalah tetap dan satu lagi boleh dilaras untuk ketegangan mata gergaji.
Mata-rnata gergaji boleh didapati dalam ukuran panjang 8 inci, 10 inci dan 12 inci.
Memotong benda kerja kepada saiz yang dikehendaki
Secara amalan am, pastikan sekurang-kurangnya tiga gigi perlu bersentuh dengan bendakerja supaya mata gergaji tidak patah.
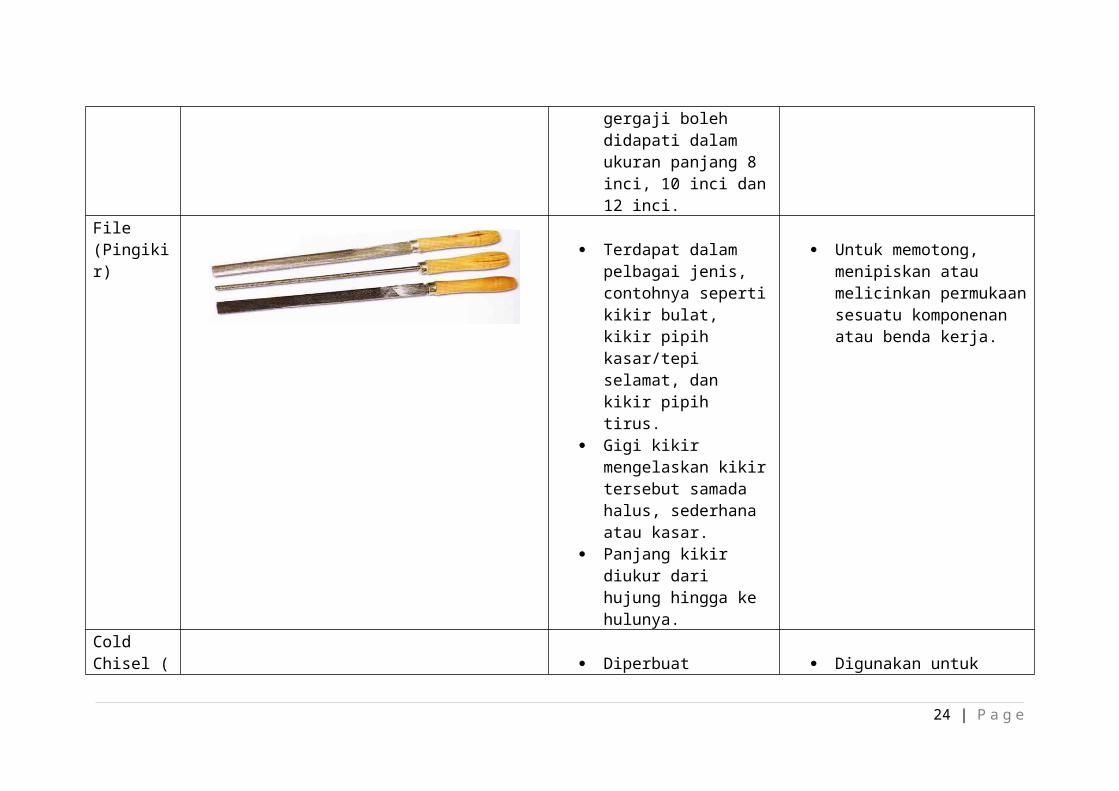
File (Pingikir) Terdapat dalam pelbagai
jenis, contohnya seperti kikir bulat, kikir pipih kasar/tepi selamat, dan kikir pipih tirus.
Gigi kikir mengelaskan kikir tersebut samada halus, sederhana atau kasar.
Panjang kikir diukur dari hujung hingga ke hulunya.
Untuk memotong, menipiskan atau melicinkan permukaan sesuatu komponenan atau benda kerja.
18 | P a g e
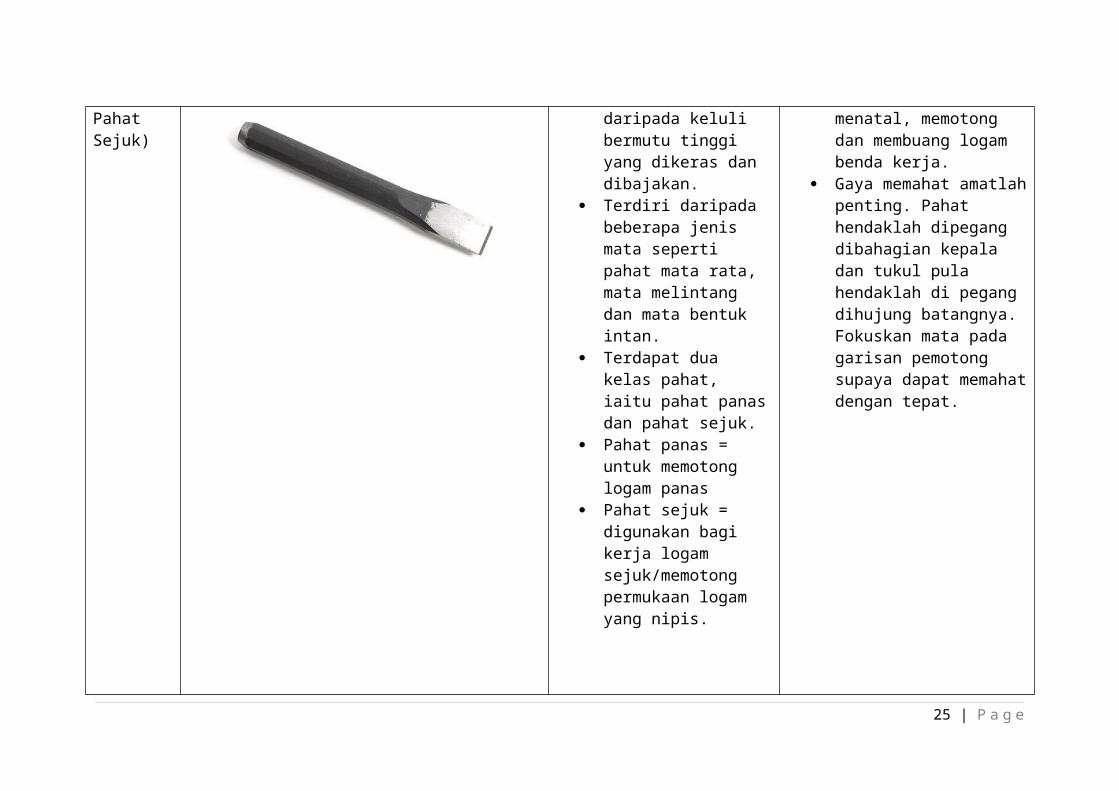
Cold Chisel ( Pahat Sejuk)
Diperbuat daripada keluli bermutu tinggi yang dikeras dan dibajakan.
Terdiri daripada beberapa jenis mata seperti pahat mata rata, mata melintang dan mata bentuk intan.
Terdapat dua kelas pahat, iaitu pahat panas dan pahat sejuk.
Pahat panas = untuk memotong logam panas
Pahat sejuk = digunakan bagi kerja logam sejuk/memotong permukaan logam yang nipis.
Digunakan untuk menatal, memotong dan membuang logam benda kerja.
Gaya memahat amatlah penting. Pahat hendaklah dipegang dibahagian kepala dan tukul pula hendaklah di pegang dihujung batangnya. Fokuskan mata pada garisan pemotong supaya dapat memahat dengan tepat.
19 | P a g e
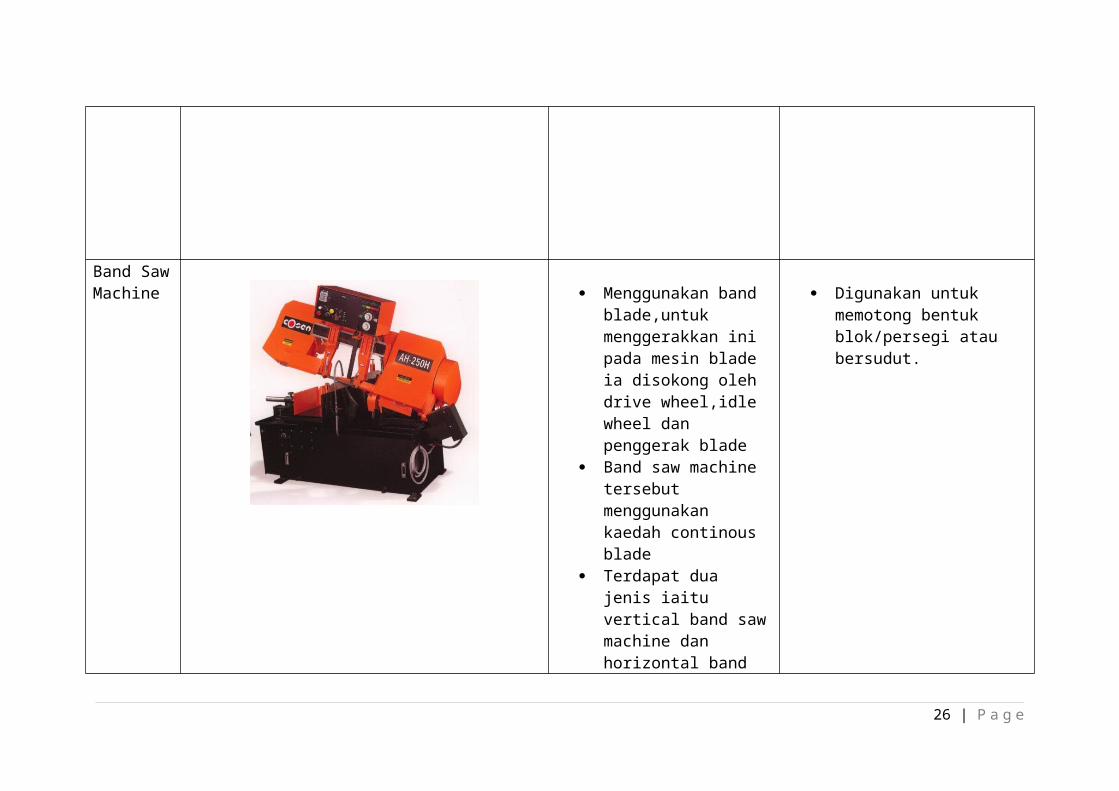
Band Saw Machine Menggunakan band
blade,untuk menggerakkan ini pada mesin blade ia disokong oleh drive wheel,idle wheel dan penggerak blade
Band saw machine tersebut menggunakan kaedah continous blade
Terdapat dua jenis iaitu vertical band saw machine dan horizontal band saw machine
Hasil pemotongan sangat cepat dan mempunyai toleransi yang tinggi sesuai apa yang kita inginkan.
Digunakan untuk memotong bentuk blok/persegi atau bersudut.
20 | P a g e
4.3.5 PERALATAN MEMUTAR
NAMA ALATAN
ALATAN PENERANGAN CARA PENGGUNAAN
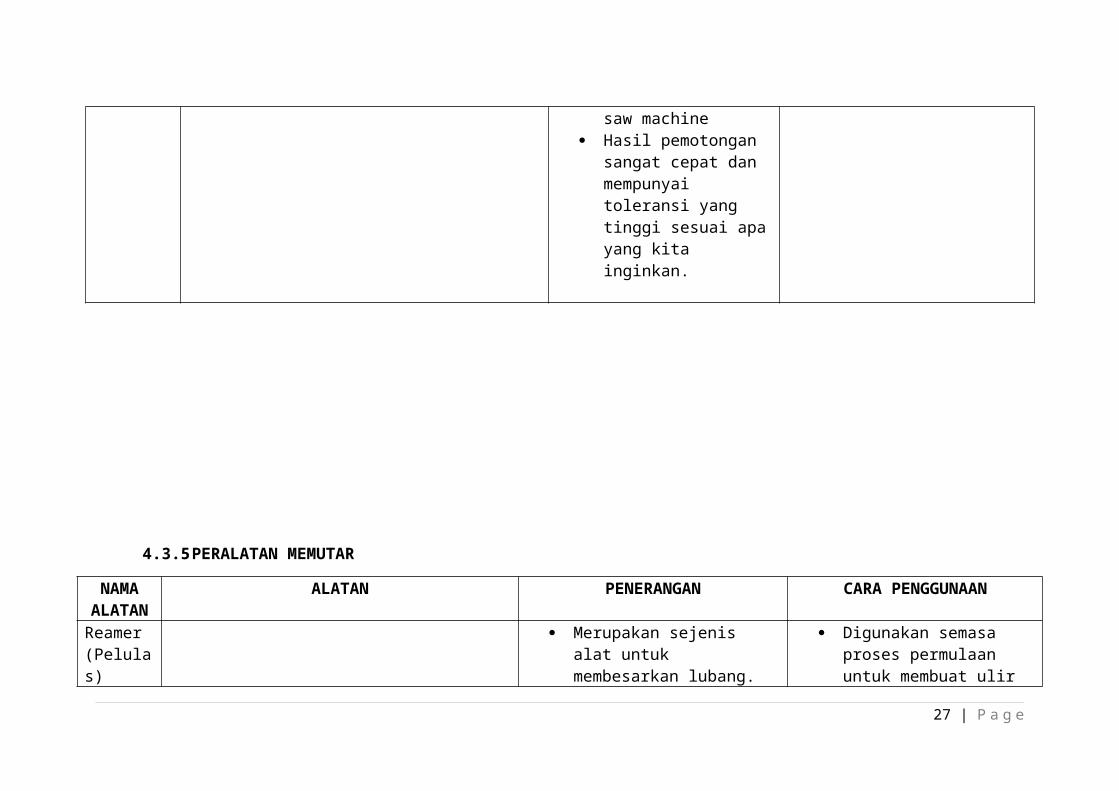
Reamer (Pelulas)
Merupakan sejenis alat untuk membesarkan lubang.
Digunakan semasa proses permulaan untuk membuat ulir dalam pada bahan projek.
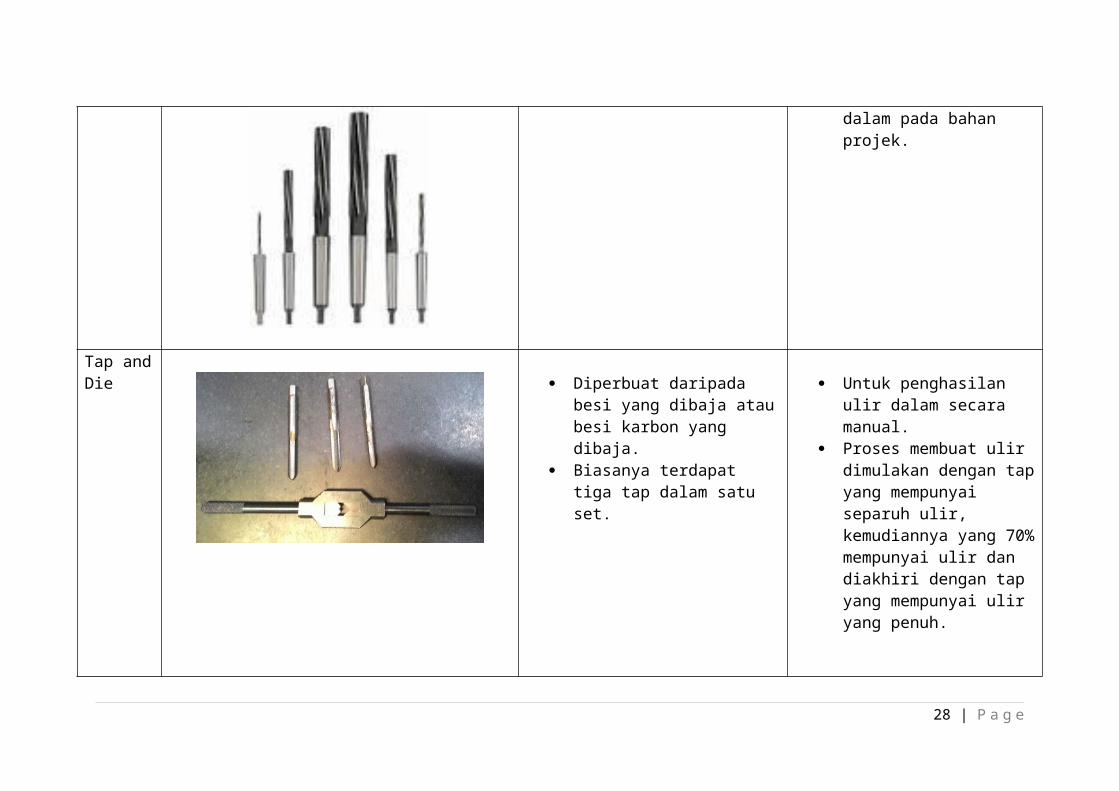
Tap and Die Diperbuat daripada besi yang
dibaja atau besi karbon yang dibaja.
Biasanya terdapat tiga tap dalam satu set.
Untuk penghasilan ulir dalam secara manual.
Proses membuat ulir dimulakan dengan tap yang mempunyai separuh ulir, kemudiannya yang 70% mempunyai ulir dan diakhiri dengan tap yang mempunyai ulir yang penuh.
21 | P a g e
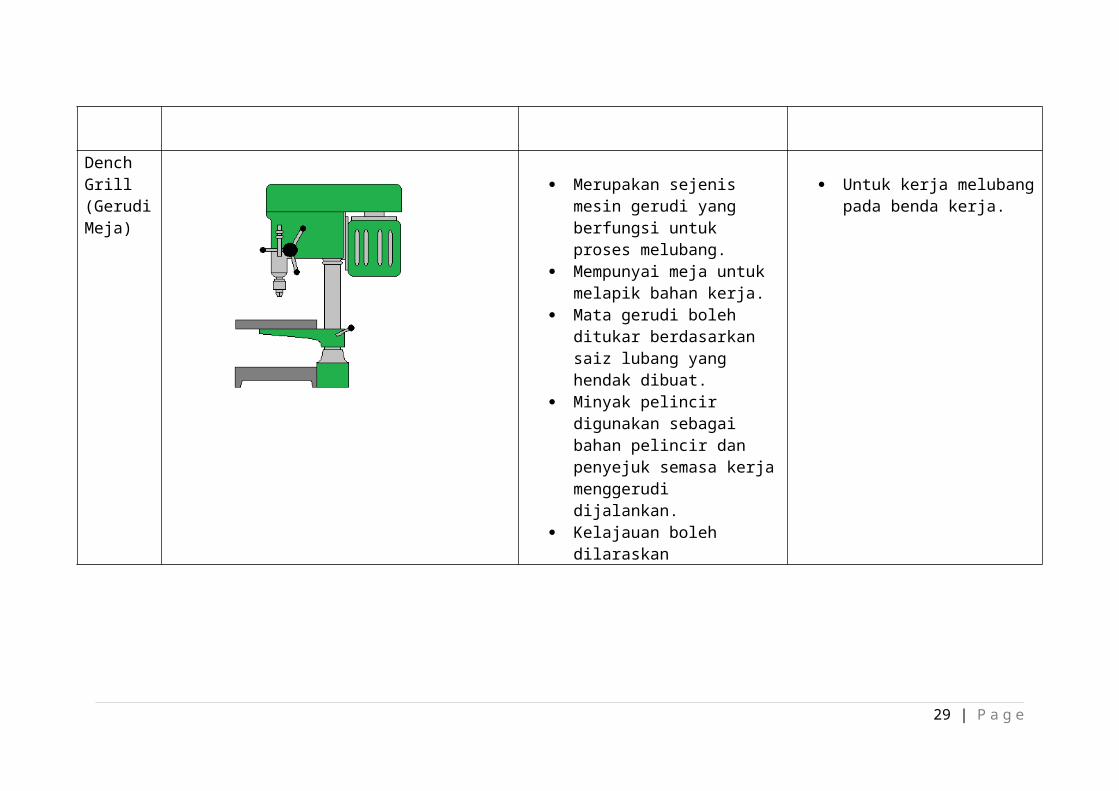
Dench Grill (Gerudi Meja)
Merupakan sejenis mesin gerudi yang berfungsi untuk proses melubang.
Mempunyai meja untuk melapik bahan kerja.
Mata gerudi boleh ditukar berdasarkan saiz lubang yang hendak dibuat.
Minyak pelincir digunakan sebagai bahan pelincir dan penyejuk semasa kerja menggerudi dijalankan.
Kelajauan boleh dilaraskan
Untuk kerja melubang pada benda kerja.
22 | P a g e
4.4 PROSES KERJA MENGGEGAS
Pada minggu pertama kami telah dikenalkan dengan kerja mengegas dan diberikan plat logam
yang masih kosong. Plat logam tersebut telah dipotong mengunakan Band Saw Machine.
Tersebut adalah langkah-langkah proses kerja mengegas :
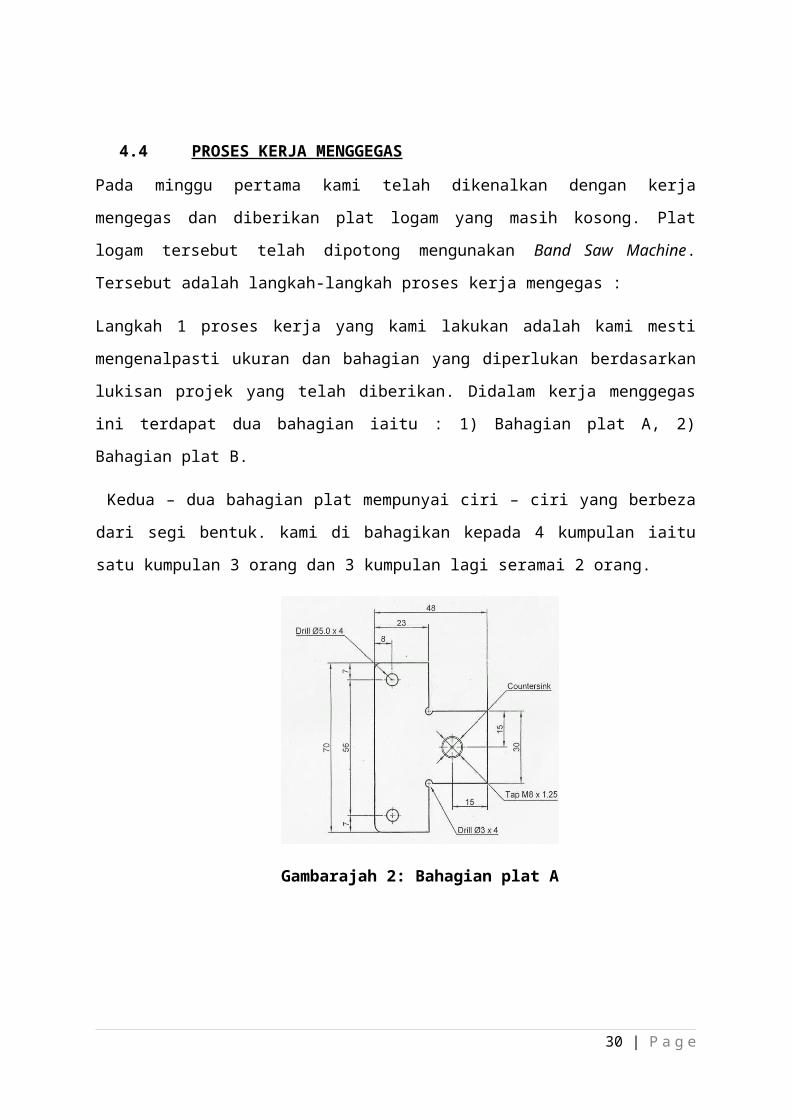
Langkah 1 proses kerja yang kami lakukan adalah kami mesti mengenalpasti ukuran dan
bahagian yang diperlukan berdasarkan lukisan projek yang telah diberikan. Didalam kerja
menggegas ini terdapat dua bahagian iaitu : 1) Bahagian plat A, 2) Bahagian plat B.
Kedua – dua bahagian plat mempunyai ciri – ciri yang berbeza dari segi bentuk. kami di
bahagikan kepada 4 kumpulan iaitu satu kumpulan 3 orang dan 3 kumpulan lagi seramai 2
orang.
Gambarajah 2: Bahagian plat A
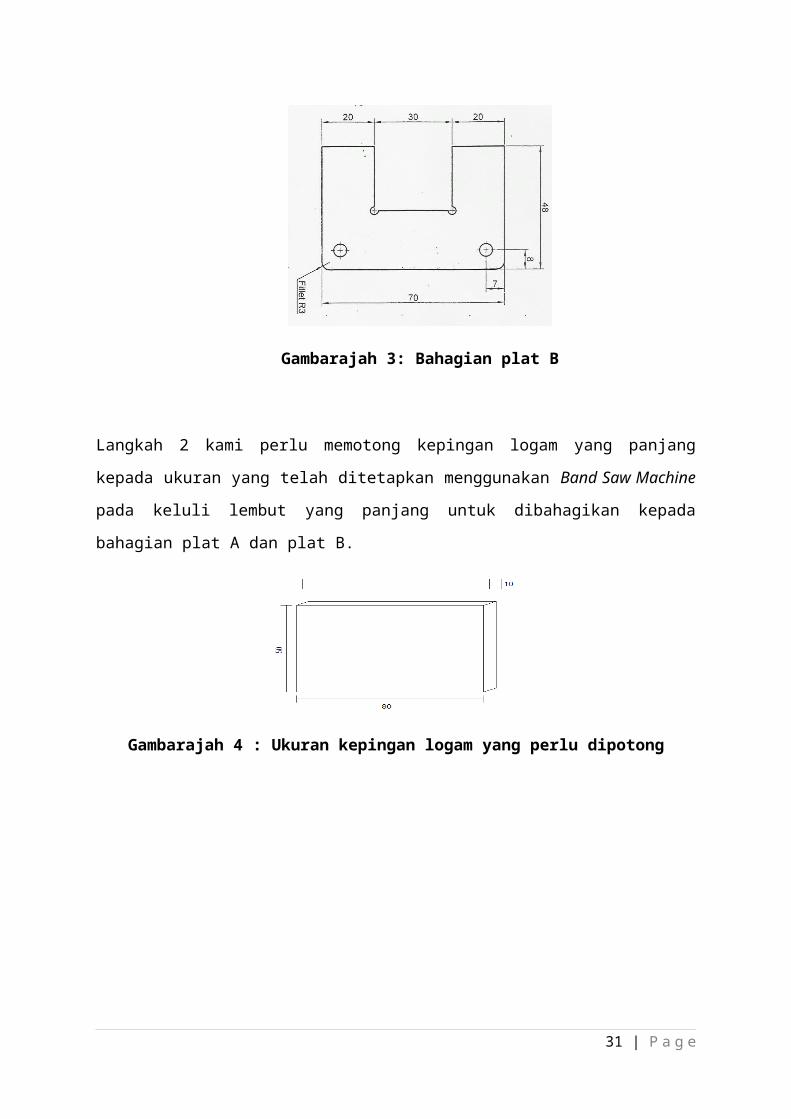
Gambarajah 3: Bahagian plat B
23 | P a g e
Langkah 2 kami perlu memotong kepingan logam yang panjang kepada ukuran yang telah
ditetapkan menggunakan Band Saw Machine pada keluli lembut yang panjang untuk
dibahagikan kepada bahagian plat A dan plat B.
Gambarajah 4 : Ukuran kepingan logam yang perlu dipotong
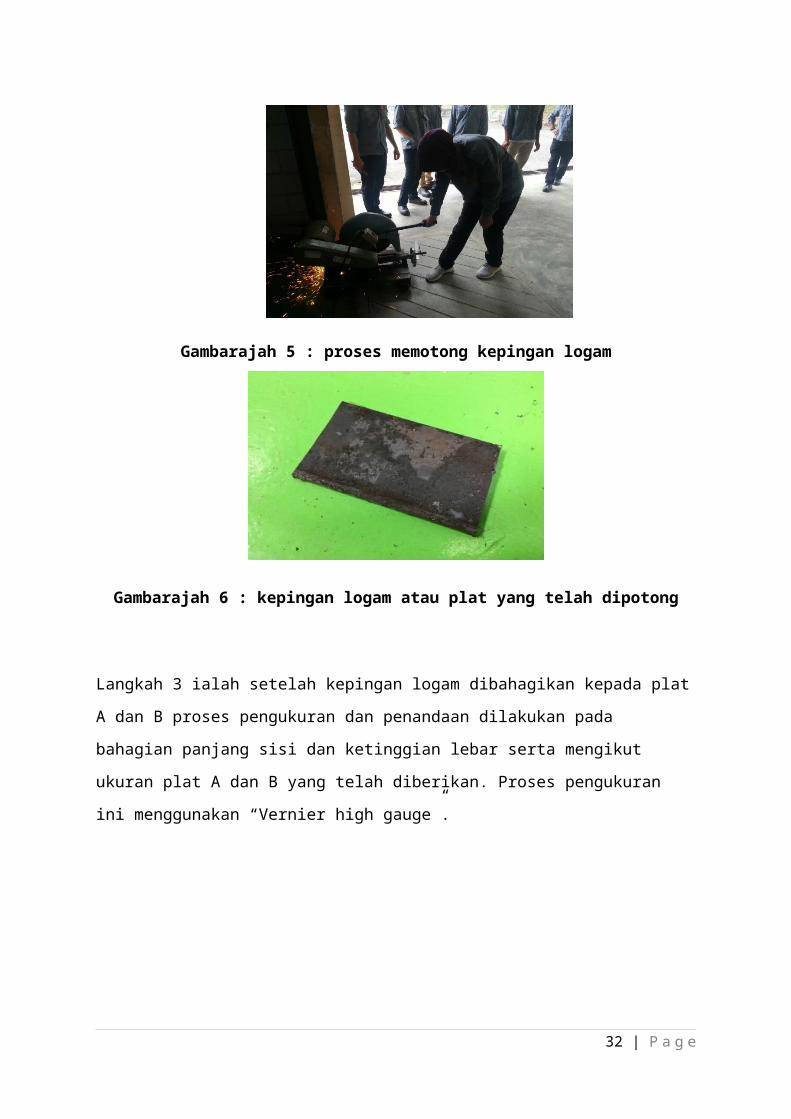
Gambarajah 5 : proses memotong kepingan logam
Gambarajah 6 : kepingan logam atau plat yang telah dipotong
24 | P a g e
Langkah 3 ialah setelah kepingan logam dibahagikan kepada plat A dan B proses pengukuran
dan penandaan dilakukan pada bahagian panjang sisi dan ketinggian lebar serta mengikut
ukuran plat A dan B yang telah diberikan. Proses pengukuran ini menggunakan “Vernier high
gauge”.
Kemudian langkah 4 yang kami lakukan adalah kami melakukan proses pemotongan dengan
menggunakan “hack saw” dan kami menanda plat A dan B kepada bahagian yang tidak
diperlukan
Gambarajah 9 : plat yang telah diukur dan ditanda
25 | P a g e
Gambarajah 7 : proses menanda dan mengukur plat A
Gambarajah 8 : proses menanda dan mengukur plat B
Gambarajah 10 : Memotong menggunakan “Hack Saw”
Gambarajah 11 : plat yang telah dipotong
untuk memastikan ketepatan ukuran pada plat tersebut tiada berlaku kecacatan pada tanggam
yang mengakibatkan dan penolakan markah, kami menggunakan “Vernier caliper” dan sesiku
L
26 | P a g e
Gambarajah 12 : Pengukuran menggunakan “ Vernier Calliper”
Pada minggu kedua adalah langkah 6 iaitu kami menggunakan “Dench drill” utuk membuat 3
lubang bulatan yang perlu ditebuk dan pada bahagian hujung kanan dan kiri dengan ukuran
diameter lubang bulatan tersebut adalah 5mm. Manakala satu bahagian lubang dengan
ukuran diameter 7mm. Semasa proses menebuk lubang menggunakan “ Dench drill” ini kita
perlu meletakkan minyank pada mata drill agar mudah untuk menebuk.adalah dibahagian
tengah.
Gambarajah 14 : Proses menebuk lubang pada plat A
Langkah 7 kami membuat lubang kecil pada bahagian B benda kerja dengan menggunakan
penebuk pusat sebelum digerudi. Menggerudi lubang kecil, titik 1, titik 2, titik 3 dan titik 4
dengan menggunakan mesin gerudi. Saiz mata gerudi ialah 5 mm.
27 | P a g e
B
Gambarajah 13 : penggukuran menggunakan sesiku L
Gambarajah 15 : Plat B
Gambarajah 16 : Ditanda dengan penebuk pusat
Gambarajah 17 : menebuk lubang pada plat B
Gambarajah 18 : Menebuk lubang kecil di tengah
28 | P a g e
B
Langkah 8 kami perlu memotong sisi bahagian Plat B dengan menggunakan gergaji besi.
Gambarajah 19 :Bahagian yang perlu dipotong
Setelah melkukan lubang kecil-kecil padan bahagian tengah plat B, kami menggunakan “cold
chisel” untuk membuang bahagian tersebut seperti digambarajah 20.
Gambarajah 20 : Selepas membuang bahagian tengah
Seterusnya langkah 10 adalah Plat A dan plat B perlu menggunakan kikir untuk menipis dan
melicinkan permukaan yang tidak rata setelah kedua – dua plat ini selesai melakukan proses
membuang bahagian yang tidak diperlukan.
29 | P a g e
B
Gambarajah 21 : mengikir bahagian yang perlu dinipiskan
Gambarajah 22 : kemaskan permukaan
Langkah 11 setelah melakukan kemasan pada plat adalah proses membuat alur pada salah
satu bahagian bulatan pada setiap plat A & B dengan menggunakan “Reamer” dan “Tap and
die”.
Gambarajah 23 : membuat alur pada plat Gambarajah 24 : alur yang telah siap
Proses yang terakhir kemi perlu membuat bahagian tepi sisi kedua - dua plat dikikir untuk
mendapat lekuk . kemudian kami harus melakukan pemeriksaan plat tersebut sama ada
permukaan benar – benar rata atau tidak dengan menggunakan “Dye”. Ini adalah proses
menggegas yang terakhir
30 | P a g e
Gambarajah 25: Lekungan Gambarajah 26 :Pemeriksaan plat menggunakan “Dye”
5.0 REFLEKSI
Selama 4 minggu berada di bengkel fabrikasi logam, kami melakukan projek tanggam
ini pelbagai permasalahan yang kami hadapi. Namun, dengan bantuan pensyarah,
instructor serta rakan-rakan seerjuangan kami, masalah yang kami hadapi itu dapat
diselesaikan dangan mudah dan berjaya. Apabila plat tanggam kami sudah siap, kami
dapati terdapat banyak kecacatan yang berlaku pada plat logam kami. Oleh itu, kami
boleh menyenaraikan antara refleksi yang kami dapati hasil daripada plat logam kami.
KECACATAN/KEKURANGAN SEBAB
Ukuran pada plat logam tidak tepat Takut untuk mengikir dan memotong
terlampau banyak kerana bimbang
ukuran tersebut akan kurang.
Tanggam longgar Tanggam longgar kerana bahagian U
telebih kikir
Disamping itu,daripada projek tanggam ini kami juga dapat mempelajari teknik-
teknik yang betul serta memudahkan kita sebagai seorang manusia yang mudah penat
dalam mengunakan alatan-alatan tangan seperti mengergaji, mengikir, memahat dan
sebagainya.
31 | P a g e
6.0 KESIMPULAN
Kesimpulan kami dapati daripada projek ini, kami dapat belajar pelbagai teknik serta
cara-cara baru untuk melakukan kerja gegas ini. Hal ini kerana kerja menggegas ini
merupakan kerja yang memerlukan ketelitian dari segi aspek pemilihan bahan,
pengukuran serta kaedah – kaedah lain dan teknik yang digunakan untuk
menyelesaikan tugasan ini. Selain itu, kerja mengegas ini juga memerlukan penelitian
yang tinggi bagi menghasilkan kerja yang sempurna dan berkualiti
Antara perkara yang baru kami pelajari ialah cara mengikir dengan teknik yang betul
serta mudah dan pantas untuk mengikir sesuatu objek. Selain itu, kami juga pelajari
bagaimana memilih kikir yang tepat untuk sesuatu kerja.
Disamping itu, dalam melaksanakan tugasan menggegas ini, kami banyak didedahkan
mengenai fungsi dan cara – cara menggunakan alatan tangan berbanding alatan mesin.
Selama 4 minggu kami melaksanakan tugasan kerja mengegas ini ia memerlukan
kekuatan fizikal dan mental kerana semua proses kerja menggegas ini adalah
menggunakan tenaga manusia tanpa bantu daripada alatan mesin.
Walaubagaimana, projek tanggam ini sudah pernah kami lakukan tetapi tidak
bermakna hasilnya sempurna. Dengan tunjuk ajar instruktor iaitu Encik Ros Iskandar
Zulkarnaian Bin Mansor serta bantuan rakan-rakan, kami berjaya menyempurnakan
tugasan kami ini.
Secara keseluruhannya, tugasan ini adalah merupakan kerja yang mudah jika
dilakukan secara berdua serta mengikut segala panduan yang telah diberikan oleh
pensyarah dan instuktor.
32 | P a g e
6.0 LAMPIRANHasil projek yang telah siap.
33 | P a g e
7.0 RUJUKAN
1) Part II. The 2nd SREE workshop on environment and safety engineering, Citation
Information, Hydraulic Engineering, Edited by Liquan Xie, CRC Press 2013,
Pages 193–193, Print ISBN: 978-1-138-00043-8, eBook ISBN: 978-0-203-74448-
2, DOI: 10.1201/b14013-33
2) Chapter 7. Mining Equipment Safety, Citation Information, Safety and Human
Error in Engineering Systems, B . S . Dhillon, CRC Press 2012, Pages 111–124,
Print ISBN: 978-1-4665-0692-3, eBook ISBN: 978-1-4665-0695-4,DOI:
10.1201/b12534-8
3) Internet,http://keselamatanbengkel.weebly.com/peraturan-keselamatan.html,
[14/10/2015,3:05PM]
4) Internet,http://kupunya-cara.blogspot.my/2010/10/laporan-bengkel-gegas.html
[fukfauzi,14/10/2015,3:30PM]
5) Internet,https://diaripav.wordpress.com/2014/02/16/amali-kerja-menggegas/
[15/10/2015,9:00PM]
6) Folio Projek, Nur Ain Nabila Binti Samsury, A14pp3075,4 JUN 2015.
34 | P a g e