pmr-v11-i2-060-069 (2)

of 10
-
Upload
fren-ramiro -
Category
Documents
-
view
220 -
download
0
Transcript of pmr-v11-i2-060-069 (2)
-
7/28/2019 pmr-v11-i2-060-069 (2)
1/10
The Manufacture of Nitric AcidTHE ROLE OF PLATINUM ALLOY GAUZES INTHE AMMONIA OXIDATION PROCESSBy H. Connor, B . s ~ .In the second part of this article, concluded fr om the Janu ary issue ofPlatinum Metals Review, the author deals pri nc ipa lly w ith the problemof pla tin um losses fro m gauzes during operation, with the catalyticreduction of tail gases and with the production and handling of gauzesfo r use i n ammonia converters.
A great deal of heat is liberated by the re-action. This heat is equivalent to 8.73x 105kcal per theoretical ton of IOOper cent HNO,formed, and if only 20 per cent of this energyis recovered it would be equivalent to a poweroutput of about 2,580 h.p. for a 250 ton/dayplant. A more accurate assessment of theliberated heat may be made from the followingequation (16)
NH,+5/4 O,-tNO+3/2 HaO+Qwhere Q =heat of combustion (kcal/mole NH,)andQ =54,250 -0.4 (T-298)where T =gauze temperature, "KTo recover as much as possible of the heat
of combustion to raise steam for power pro-duction, the gauze pad is usually situatedimmediately above the waste heat boiler.Catalyst Loading
It is possible to calculate with some pre-cision the platinum surface area, and hencethe weight, of gauze required to achieve agiven output under specified conditions ( I I,24). Such calculations are complex, and in-volve aerodynamic analyses of the gas flowswithin the converter and around individualgauze wires. An empirical approach indicatesthat in a modern atmospheric pressure con-verter I oz troy of platinum burns about 140lb ammonia per day (17)I kg platinum per2050 kg ammonia per day). This is a sub-stantially higher platinum investment perunit of output than is required for high
pressure converters, where I oz platinumburns 250 to 300 lb ammonia per day (I kgplatinum per 3660 to 4400 kg ammonia perday), and accounts in part for the higherinitial cost of the lower pressure plants.Gauze Deterioration andPlatinum Losses
The ammonia oxidation reaction is startedby feeding the cold gas mixture at a low rateto the gauze pad. A small area of the topgauze is heated by means of a hydrogen-oxygen flame or an electrically heated nickel-chromium wire, and the ammonia combustionreaction starts when this hot zone reachesabout 600C.The heat of combustion raisesthe temperature of the rest of the gauze, andthe reaction progressively spreads over thewhole surface. Full operation is reached whenthe feed mixture attains its designed pre-heattemperature.
New gauzes, with their smooth roundedwires, are difficult to ignite and show a verylow initial activity. Pure platinum is ratherbetter in this respect than 5 or 10 per centrhodium-platinum, but the phenomenon isperfectly general. After the reaction has beenin progress for some time the surface of theplatinum or rhodium-platinum alloy is seento alter. The surface roughens greatly, andcauliflower-like growths form that increasethe effective diameter of each wire almost bya factor of 2. This metal transport at the
Platinum Metals Rev., 1967, 11, (2), 60-69 60
-
7/28/2019 pmr-v11-i2-060-069 (2)
2/10
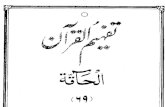
F i g . 4 a N ew 10 per cent rhodium-plutinumalloy gauze, showing smooth rounded wiresurjace (x 5 0 )surface is carried out at the expense of thewire interior, and the mechanical strength ofthe wire is thus considerably reduced. Figs4a and 4b illustrate these surface changes andFigs 5a and 5b illustrate the accompanyingmetallurgical changes that take place inthe gauze wires.
It is very probable that this observed sur-face mobility results from very high localtemperatures due to the heat liberated by thecatalytic reaction-perhaps temperatures veryclose to the melting point of the metal are pro-duced in the surface atomic layers (IS). Thisview is supported by the fact that no suchchange in the metal surface is observed whenit is heated in pure ammonia, oxygen or nitricoxide separately. A very similar changeoccurs, moreover, when platinum is heated inoxygen-hydrogen mixtures, and the reaction
F i g . 46 A rhodium -platinum alloy gauzeaf ter a period i n operation. The growthson the wire surface are clearly seen ( x 50)
proceeds catalytically on its surface. It islikely that the oxygen plays a part in acti-vating the platinum mobility under theseconditions (19). Perhaps the rise of catalyticactivity of the gauze with increasing forma-tion of growths on the wire surface is relatedto the recrystallisation of the pure metal oralloy, since platinum, with its lower re-crystallisation temperature than rhodium-platinum alloys, exhibits a higher initialactivity (20). New nitric acid plants whoseconverters have not operated previously areusually fitted with gauze pads of which theupper gauze has been activated by opera-ting within a gauze pad in an existing, workingplant. This treatment greatly facilitates thestart-up for the new plant.
When the gauzes are fully operative at theirworking temperature they lose metal from
Fig. 5a Section through a new gauze afteretching, showing a un ;form small grain sizei n the rhod ium-p la t inum alloy wire ( x 150)Fig,, 5b Section through a gauze afier aperiod in operation. Most of the surfacegrowth s were dissolved durin g etching but theenlarged grain size is clearly seen (x 150)
Platinum Metals Rev., 1967, 11, (2), 61
-
7/28/2019 pmr-v11-i2-060-069 (2)
3/10
TTTTTTTT
8.0 82 8.4 8.6 8.8 9 . 0lo4RECIPROCAL TEMPERATURE q-
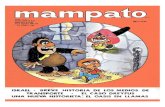
Fig. 6 Arrhenius plots of platinum weight lossesat gauze operating temperatures, comparing resultsobtained by oxidative volatilisation of platinum(ref. 23)with metal lossesfrom gauzes under plantconditions (ref. 22) . Good agreement is observed,indicating that oxygen plays a large part in cws in gmetal loss from gauzes (Nowak)the wire surface at a fairly constant rate. Thismetal loss rate contributes significantly to theplant operating costs, and is highly dependenton the gauze temperature. A tenfold increasein the metal loss rate occurs when theoperating temperature rises from about 820to 920C.
The mechanism of this metal loss is notfully understood, although oxygen is firmlybelieved to play a role in its origin since thelosses increase with increasing oxygen partialpressure (25). It is partly due, of course, tomechanical losses of the surface growthsexposed to a high velocity gas stream at hightemperatures, in particular while subjected tothe vibrations normally present in industrialplants. This, however, does not account formuch of the metal that is lost. When rhodium-platinum alloy gauzes are used-as is almostuniversally the case-the platinum has a ten-dency to volatilise preferentially. Gauzes thatcommence life with a 10 per cent rhodium
Platinum Metals Rev., 1967, 11, (2), 62
content contain 11 o 13 er cent of this metalwhen they are finally discarded. This hasbeen confirmed experimentally using non-catalytic conditions (21).
When loss rates from platinum andrhodium-platinum alloys were compared andthe latter were shown to have substantiallylower losses as well as slightly higher cata-lytic activity, the industry changed over tothe use of the alloy(22). These early workers'metal loss rates have recently been comparedwith losses resulting purely from oxidativevolatilisation (23), and when presented as anArrhenius plot in Fig. 6 show very good agree-ment (24). It is very likely, therefore, that thetransient formation of volatile oxides ofplatinum and rhodium play a role in the lossof metal under operating conditions. This issupported by independent evidence whichpoints to the probability that the metal sur-face is in any event almost completely coveredby oxygen atoms during the reaction, makingthe formation of volatile oxides at the veryhigh local surface temperatures both feasibleand probable.
The gauzes continue in operation with amore or less constant metal loss rate until theybecome too brittle and fragile to handle, orholes and tears appear that are too extensiveto repair. Since the top gauze of a pad experi-ences the most arduous conditions and isresponsible for most of the catalytic conver-sion, replacement of gauzes is effected byremoval of the damaged gauze from the topand its replacement by a new one placed at thebottom of the pad. In this manner gauzeswork their way progressively up the pad. Bythe time they are discarded they will have lostabout 15 per cent of their initial weight.Deactivation by Poisons
All catalysts may become deactivated bycertain substances that chemi-sorb on to theiractive sites more strongly than the moleculesthat are intended to react there. In such anevent, or when the catalytic surface is chemi-cally attacked by contaminants present in thereactants, the rate and yield of the reaction
RATOFPANMLOS
gcm*h
-
OXYDATIVE VOLATl LISATIONPURE Pt (REF 23) I i
-
7/28/2019 pmr-v11-i2-060-069 (2)
4/10
will decline or even diminish to zero. Platinumalloy gauzes are no exception to this general-isation, although catastrophic loss of activitydue to poisoning is rare. It is very important,therefore, to exclude most carefully from thereactants any potentially harmful contamin-ants.
Synthetic ammonia, fortunately, is verypure and generally contains no gauze poisons.Th e lubricant oils in the compressors used toliquefy the ammonia, frequently, however,contain sulphur and other additives, and oildroplets that find their way into the ammoniamay thus prove to be very harmful to thegauze pad. Even when-as is usual-the oilcontent of the ammonia used in modern nitricacid plants is specified to be no more than5 ppm, the cumulative effect of this con-taminant on the gauze may be quite consider-able in view of the great quantities ofammonia that reach it continuously over anextended period. Oil mist filters are, there-fore, normally fitted to most ammonia linesin practice.
Ammonia derived from non -syntheticsources, e.g. coke oven liquors, is usually highin sulphur, arsenic and other base metal im-purities; these must be removed to very lowlevels if economically acceptable gauze livesare to be achieved. (The total of sulphur,arsenic and other impurities should not ex-ceed I or z ppm.)
The air used for the ammonia oxidation isgenerally carefully filtered to exclude dustand contaminants before pre-heating. Gaseousimpurities, for example SO, from othernearby plants, must be absorbed to preventthem from reaching the gauze pad.
Iron oxide, in the form of plant scaleblown on to the gauze pad by the rapidlyflowing gases, has also been shown to beresponsible for a decline in nitric oxide yield.This may be less due to true gauze poisoningby the iron oxide than its action in promotingthe decomposition of ammonia into hydrogenand nitrogen before reaction on the platinumsurface. Iron oxide formation is minimisedby using as much non-rusting material in
plant construction as possible. Its accumula-tion on the gauze pad may be avoided byperiodic pickling of the pad as described in alater paragraph.Cutting the Losses
The losses of platinum alloy from thegauze in operation may contribute signifi-cantly to the overall cost of nitric acid pro-duction. This is particularly the case forgauzes in converters operating at medium orhigh pressure, and filters or other means tocatch the platinum particles in the gas down-stream from the gauzes are usually incorpora-ted in such plants. The disadvantage of suchplatinum filters is that they generally providea significant pressure drop in the gas systemwhich results in increased power consump-tion. This pressure drop, moreover, rises withcompaction of the filter medium duringoperation and as a result of the platinum andplant corrosion scale dusts that it retains.
Various filtration systems have been re-viewed (26). The most widely used systemincorporates filters made of special glass woolor rock wool formed into hollow cylindersthrough which the gas flows outwards. Thefilter pad is retained within coarse mesh stain-less steel gauzes, and the assembly is usuallysituated in the gas stream just behind thewaste heat boiler. It operates a t the full plantpressure and up to about 450C.
Such filters are marketed as proprietaryplant accessory systems by various firms, forexample, Monsanto Chemicals Inc. andHercules Powder Company, and when newlyinstalled are claimed to have pressure dropsacross them as low as 0.5 p.s.i. (0.034 atm.).After a period of operation, usually in therange four to nine months depending on thetype of process, the filter medium is removedfor platinum recovery. By this time thepressure drop across the filter unit has risento 3 to 4 p.s.i. (0.2 to 0.27 atm.). Such filtersare claimed by their suppliers to reduceplatinum losses by up to 60 per cent.
A novel method for platinum recovery thatoperates on the getter system has recently
Platinum Metals Rev., 1967, 11, (2), 63
-
7/28/2019 pmr-v11-i2-060-069 (2)
5/10
been developed by the Deutsche Gold-undSilber-Scheideanstalt (Degussa) and is cur-rently being evaluated in several nitric acidplants. This system makes use of a pad oftwo or more gauzes of a gold-palladium alloyinstalled immediately downstream from therhodium-platinum oxidation gauzes. Th e gapseparating the two pads is less than 10mm,and the palladium alloy gauzes are a t aboutthe same temperature as the converter gauzes.Platinum that is volatilised from the latter-and to a lesser cxtent also the rhodium-impinges on the hot gold-palladium gauzepad and immediately alloys with it, diffusingaway from the surface into the interior of thepalladium alloy wire, giving a solid solution.The palladium alloy has a considerablecapacity for thus gettering platinum fromthe hot gas stream, and the platinum isrecovered by refining the getter gauze pad.Considerable economies in platinum metalrecovery are claimed for this system.
Other platinum retention systems havebeen developed, such as a layer of Raschigrings or calcium oxide lumps placed belowthe platinurn gauzes (27). These, however,have not yet found widespread application.
The efficiencies of various platinum dustfilters can be determined by a radioactivetracer technique (28). A tracer gauze madeof 2 per cent iridium-platinum alloy andirradiated to form IrIga s incorporated in thegauze pad. Losses from this gauze can betraced throughout the plant using a scin-tillation counter.
( Ton s RecommendedStuck Height00/, NO, per day )
Tail Gas ReductionEven in the most efficient system the
absorption of dinitrogen tetroxide by water toproduce the required nitric acid is never IO Oper cent complete. The tail gas that escapesfrom the process to the atmosphere generallycontains from 0.1 o 0.5 volume per cent totalnitrogen oxides, 2.5 to 5 per cent oxygen, somewater vapour and the balance of nitrogen. Ifthe ratio NO, :NO is high, a gas of such com-position produces a brown plume at the tailstack. Such a gas is toxic and highly corrosive.
Platinum Metals Rev., 1967, 11, (2), 64
I I
In the United Kingdom, the Alkali Inspec-torate permits a maximum of 0.26 volume percent total nitrogen oxides expressed as NO, atthe stack exit, and the stack must be suffi-ciently high to reduce this contaminant to aconcentration of less than 0.16 ppm (NO,)at ground level. This may be achieved byusing one or more of the following methods:
I Diluting the stack gas with additionalair, prior to its release to atmosphere
z Using a very high stack3 Catalytically reducing the nitrogen oxides
to nitrogen using an appropriate fuel.Method I is simple, and most widely em-
ployed, particularly in conjunction withMethod 2. Recommended stack heights fornitric acid plants of various outputs areshown in Table V (29).
When the catalytic method is employed,the tail gas is mixed with a fuel gas to give aslight excess over that which is stoichio-metrically required for the total reduction ofthe free oxygen and the nitrogen oxidespresent. Among the fuels that may be usedare ammonia, carbon monoxide, hydrogen,kerosene, coke oven gas and natural gas (30).The mixture is passed through a catalyst bedconsisting of platinum or palladium sup-ported on alumina pellets or spheres or on acrimped nickel-chromium alloy ribbon (31).Palladium is the preferred metal if methaneis used as fuel, platinum if the other hydro-carbons or ammonia are employed. Ammoniais able to reduce the nitric oxide and dioxidewithout first reducing the free oxygen, and
Table VTail Gas Stack Heights
for Nitric Acid Plants (29)n _ _ _ I _ _ - -
Plant Ou t pu tI T ~
180ft (55 in)250 f t (76.5 in)300 ft (91.5 rn)350 f t (107 rn)
175350530700
-
7/28/2019 pmr-v11-i2-060-069 (2)
6/10
this enables a lower catalyst operating tem-perature to be used. The disadvantages ofusing ammonia, however, are its high costand the lower power recovery that can bemade from the hot combustion products.For the other fuels which first reduce the freeoxygen, there is a gas temperature rise ofabout 130C or every per cent oxygen in thegas mixture (free oxygen plus combinedoxygen as nitrogen oxides). The catalyst bedusually operates at about 8ooC, and thesensible heat of combustion is recovered inheat exchangers, or turbines. Th e principalfeatures of the available methods are sum-marised in Table VI (30).
A practical difficulty frequently encoun-tered by users of the catalytic tail gas reduc-
Process conditions
tion process is that nitrogen dioxide, NO2,is relatively easily reduced to the nitric oxide,NO. The latter, however, is much more diffi-cult to reduce and some may pass unchangedthrough the catalyst bed only to re-oxidise inthe atmosphere after release from the stack.This re-oxidation is a slow reaction, however,and the gas is usually well dispersed before ittakes place.Platinum Gauze Production
Platinum and the two main rhodium-platinum alloys used in catalyst gauzes aremalleable and ductile; they are readily drawnto fine wires, and these may be woven intogauzes by conventional textile weaving tech-niques using specially designed looms.
Removal ofNO and NO
Table VlCatalytic Tail Gas Reduction Processes (30)
Possible fuels .. ..Fuel used . . . .
~
Ammonia
Ammonia
Number of stages .Preferred metal for catalyst
Hourly space velocity .
1 2t05ree oxygen in tail gas, percent .. .. ..I*
Platinum
30,000
PalladiumFirst stage Second stage
Palladium Palladium Palladium
Fuel used, as volume percent of tail gas .. 1 0.3Minimum temperature ofgas a t entry to catalystbed .. .. ..
Approximaterise . . ..
180C
(power)product on Heat (power) production and removalof NO and NO,Heat INatural gas, hydrogen, carbon monoxide, hydro-carbons, kerosene, coke oven gas
Natural gas I Natural gas3to5 1 2to3 I 3 to 5
20,0000,000o I 60,000 I '$$ I 60,000440 to 500C I 460C I440 to 500C I 460C
0.5 to 1.4 1 1.1 to1.7 1 0.8 t01.3 1 0.9 to 1.4130C per % oxygen reduced
* If a higher temperature is desired a second stage should be employed using hydrogen as fuel
Platinum Metals Rev., 1967, 11, (2), 65
20 t o 40C
20,000 to40,000
Heat
-
7/28/2019 pmr-v11-i2-060-069 (2)
7/10
The platinum and rhodium sponges usedfor fabrication into gauzes are carefullyselected for their exceptional freedom fromimpurities. Catalysts of all types are sensitiveto poisoning, and the rigorous limitation oftrace impurities in the platinum or rhodium-platinum alloy to very low levels is vital to thesuccessful operation of gauzes in ammoniaoxidation. After pickling to remove surfaceiron picked up during weaving, the finishedgauzes produced by Johnson Matthey have atotal content of base metal impuritiesof lessthan 50 p.p.m.
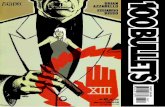
Gauzes may be woven to any requireddimension, and the looms in the JohnsonMatthey shops illustrated in Fig. 7 are suffi-ciently wide to weave without any seams thelargest circular gauzes required by the nitricacid industry-about 12 ft (3.66 metres)diameter for the largest atmospheric pressureconverters. After cutting to size, the edge of
Fig. 7 One qf the loomsin the Johnson Muttheygauze shop, showing arhodium-platinum gauze140 inches (3.56 metres)wide being woven from0.003 inch diameter wire
each gauze is generally turned over for about5 mm and hammer-welded to provide a firmperimeter that will not give rise to loose wiresby fraying.
Most modern plants require circular gauzes,but hexagonal, oblong or square ones are alsoproduced, generally for the smaller highpressure converters. Where only a smallnumber of gauzes are required per converter(from 3 to 5 for atmospheric and mediumpressure units) these are generally laid singlyon top of each other before clamping down.It is helpful for separating them again forpickling, after the unit has been in operationfor a period, if the gauzes are installed so thatthe warp or weft of one gauze makes an angleof 45" with its counterpart adjacent to it.
For some medium pressure and almost allhigh pressure converters the number ofindividual gauzes per converter may be con-siderable-up to about 40. In such cases
Platinum Metals Rev., 1967, 11, (2), 66
-
7/28/2019 pmr-v11-i2-060-069 (2)
8/10
it is convenient to use multi-ply gauze pads, comprisingtwo, three or five individualgauzes hammer-welded to-gether at their peripheries andacross one or two diameters.Such multi-ply pads are easierto separate for pickling after aperiod in operation than theirequivalent number of singlegauzes.
The gauzes used by Kaiserin 1909 were woven of wires0.06 mm diameter, and had1050 pertures per cm2. Sincethat date their pattern has notchanged appreciably, and theprincipal features of gauzesused throughout the worldtoday are illustrated in TableVII. The 5 per cent rhodium-platinum alloy is more gener-ally used in ContinentalEurope, whereas 10 per centrhodium-platinum is favouredin the United Kingdom andthe U.S.A., especially for highpressure converters whereoperating conditions are muchmore arduous.
Of the design variables forgauzes, the wire diameter andmesh or apertures per unitarea are not as important to aplant operator as the surfacearea of the gauze. Since this isnot easily measured directly,it is inferred from the weightof a gauze when its wirediameter and mesh are kept
Platinum Gauzes for HydrogenCyanide ProductionThe same type of rhodium-platinum alloy gauzesthat are used in ammonia oxidation to produce nitricacid are also employed, in a closely analogous manner,in the Andrussow process for making hydrogencyanide (33). This is an industrially importantproduct, used as a basic raw material in the produc-tion of acrylic plastics, adiponitrile for nylon, nitrile
rubbers and other materials made on a large scale.In the Andrussow process, methane, ammonia andoxygen are reacted by passing the gas mixture througha platinum alloy gauze pad. Th e reaction, which isbelieved to proceed via the formation of an NHradical, takes place at about IOOO~C,nd the heatliberated enables it to be self-sustaining (34). Theoverall reaction is represented by the followingequation:CH, +NH, + I$ 0, HCN t 3 H,O t 115 kcalThe mixed gases are pre-heated to about 5oo0C,and the methane: ammonia ratio is in the range
0.8 to 1.2:1. Sufficient air is added to provide 25 to40 per cent of the theoretical requirement to oxidisethe methane and ammonia (35).A very short contact time, about 3 x 10-4 seconds,is employed and the products of reaction are rapidlycooled to obtain maximum yields. Reactors aresimilar to ammonia oxidation converters, althoughusually smaller in diameter. Since the gauze operatesat about IOOO~C,ts radiant heat causes the converterwalls to be hotter than in the ammonia oxidation, andsome ammonia is lost from the reaction by pre-decomposition. Some carbon monoxide and nitrogenare also formed by undesirable side reactions.The gauzes are generally woven of 10 per centrhodium-platinum alloy, and to the same mesh andwire diameter specifications as for ammonia oxidation.The mobility of the platinum alloy surface is alsoobserved in this reaction, and growths form on thegauze wires exactly as in the oxidation of ammonia.Since they run hotter, there is a substantially higherplatinum loss-around 500 mgm/ton HCN.
constant. In order, @erefore, to ensure thatthe platinum alloy catalyst charge has thecorrect weight, which is much more easilymeasured, and that it thus operates with thedesigned ammonia loading, it is importantthat each gauze should be woven to a specifiedweight per unit area. That this weaving den-sity be kept within closely controlled limits
is much more relevant to a plant operatorthan the very slight departures from thenominal wire diameter or apertures per unitarea that may be required to achieve thespecified density.
By controlling most carefully the degree ofannealing of the wires used during weavingand their tensions on the looms, together with
Platinum Metals Rev., 1967, 11, (2), 67
-
7/28/2019 pmr-v11-i2-060-069 (2)
9/10
-able VIIStandard Platinum and Rhodium-Platinum Alloy Gauzes
Platinum
Nomina l Approx im ate Weigh tW i re D i ame ter pe r Unit Area02 . t r o y
Composi t ioninch
80 - 0.003 - 1.84 -80 - 0.0026 - 1.40 -- 1024 - 0.06 - 0.41 5
-1024 0.06 0.400% Rhodium-Platinum
10% Rhodium-Plat inum 1024 l - 0.06 1 0.386-II -.0030.003-----s__---
their diameters and mesh, the workshops ofJohnson Matthey are able to produce gauzesthat deviate by less than z per cent from anyspecified weight per unit area.
After inspection, gauzes are protected fromdamage by interleaving with layers of tissuepaper, and if less than about 3 ft (I metre) indiameter are packed flat in specially con-structed wooden boxes. Larger gauzes arerolled on to rigid tubular plastic formers4 to 6 in. (10 o 15 cm) diameter, suitablyinterleaved with protective tissue paper.These rolls are then packed into strong cratesfor despatch.Handling Gauzes ona Plant Site
On account of their high intrinsic value thegauzes are normally stored on the works sitein a special high-security room adjacent ornear to the nitric acid plant. A portable flatfoldable wooden table with a clean surface isgenerally provided and placed next to theconverter a t gauze level when a gauze changeis to be made. Th e new gauzes are then un-rolled and laid flat on this table, the diameterof which is very slightly greater than that ofthe gauzes. Such an arrangement greatlyfacilitates handling the gauzes and ensures
that they may be fitted into the converter freefrom folds or creases.
In any gauze pad for high, medium oratmospheric pressure converters, the gauzesfacing the oncoming gas stream sustain thegreatest damage, and those that are too badlydamaged and beyond repair are removed andreplaced by an equivalent number on thedownstream side of the pad. Th e life ofindividual gauzes depends on numerous fac-tors, but is generally two to three months in aconverter operating at 8 atmospheres pressure,rising to eight to twelve months in oneoperating a t atmospheric pressure. In highpressure plants the need for more frequentgauze cleaning and replacement results in ahigher proportion of down-time than isusual for low pressure converters.
During operation the gauze pad acts as afilter for atmospheric or plant scale dusts thatare present in the ammonia and air streams.These dusts-mainly iron oxide scale-collect on the upper gauze layers and serve toraise the pressure drop across the pad and todecrease the catalytic conversion efficiency ofthe ammonia oxidation process. It requiresvery little iron oxide scale to effect a signi-ficant reduction in conversion efficiency. Atintervals, therefore, the plant is shut down
Platinum Metals Rev., 1967, 11, (2), 68
Mesh
Mesh pe r A pe r t u r esl i near i nch sq. cm
-
7/28/2019 pmr-v11-i2-060-069 (2)
10/10
and the gauze pad removed. Where possible,individual gauzes are separated and pickledin warm (about 60C) constant boiling-pointmixture hydrochloric acid (32). The acid iscontained in shallow tanks made of silica,glass fibre, rigid PVC or other suitablematerial, and the gauzes rest on glass rodsplaced on the bottom. A silica-sheathedimmersion heater may be used to heat theacid, and air blown in by a glass tube to apoint below the gauzes agitates the picklingliquor. Pickling thus for about two hourseffectively removes the iron oxide scale andmost other contaminants, and is followed bysuccessive washes in tap water and distilledwater until the washings are free fromchloride. It is important to retain any solidresidues from the pickle liquor or washings,since these can contain an appreciable amountof platinum lost by attrition from the gauzesduring this treatment. Thereafter the gauzesare air-dried, and any metal oxides that mayhave formed during operation can be reducedby playing a hydrogen flame over the gauzeswhile the latter are hung from a clean stainlesssteel washing line.
Torn or damaged gauzes may be repairedby patching with a piece of clean, pickledgauze. The damaged gauze is also pickled, apatch is cut to size and laid over the damagedarea and hammer-welded into place by usinga piece of clean stainless steel as an anviland a stainless steel hammer. Th e hammer-welding operation is carried out while bothpatch and gauze are held at dull red heat bymeans of a hydrogen torch.Platinum Recovery
The economic feasibility of using platinumon an industrial scale always depends on thevery high value the metal realises upon itsalmost complete recovery when spent. Thisis particularly true of the use of platinumgauzes in nitric acid production, where metallost from the catalyst pad during operationgives rise to recoverable residues in a numberof locations within the plant.
Spent gauzes constitute, of course, a very
Platinum Metals Rev., 1967, 11, (2), 69
high proportion of the total recoverableplatinum. In addition, platinum dust maysettle out in parts of the waste heat boilerimmediately downstream from the gauze pad,as well as being trapped in special glass woolfilters. Such filter media contain substantialamounts of recoverable platinum.
Inevitably, some platinum dust passesthrough the filter (if one is installed) and thenmay settle out in dead space pockets in thenitric oxide oxidation chamber, in pipes andducts, in the compressor or at the bottom ofthe absorption towers. Some dust even passesinto the nitric acid, and eventually settles outas a h e ludge in the acid storage tanks, to becollected whenever these are drained formaintenance. The Johnson Matthey refin-eries deal with large volumes of all theseresidues, and effect almost complete recoveryof their noble metal contents.
References17 J. G. Sloan and H. C. Staats, Platinum Metals18 G. Garton, J. Turkevitch, J. Chim. Phys.,19 G. J. K . Acres, Platinum Metals Rev., 1966,20 K . Ruthardt and A. Schott, Hereaus Fest-21 E. Raub and W. Plate, Z. Metallkunde, 1957,22 S. L. Handforth and J. N. Tilley, Ind. Eng.23 G. C. Fryburg and H. M. Petrus, J. Electro-24 E. J . Nowak, Chem. Eng. Sci., 1966, 21 , (I) ,25 C. A. Krier and R. I. Jaffee,J. Less Common26 H. Holzmann, Aus Forschung und Produk-27 Oesterreichische Stickstoffwerke AG, Aus-28 K. Akerman, et al., Przemysl Chemiczny, 1964,29 Alkali Inspectors Report, 196530 H . C. Anderson, W. J. Green and D. R.31 W. Fletcher, Bri t . Chem. Eng., 1960, 5, 78932 B. H. J. Bell, Platinum Metals Rev., 1960, 4,33 J. M. Pirie, Platinum Metals Rev., 1958,2,734 E. Pfeil and P. Hoffmann, Ber. Bumengesell-schaft Phys. Chem., 1963, 67, (2), 229-23535 Du Pont, British Patent 956,200
Rev., 1961, 5 3 5419549 51, 51610 , 60schrift, 1951, 158-16348, 529Chem., 1934, 26, 1287chem. SOC.,961,108,49619-27Metals, 1963, 5, 411-431tion, Degussa, 1953, 59-73trian Patent 201,619, (1959)431% 306
Steele, Ind. Eng. Chem., 1961,53 , 199-204
I 2 2