LAPORAN PERTANGGUNG JAWABAN - Gunadarmaftp.gunadarma.ac.id/handouts/S1_TEKNIK INDUSTRI/Prak... ·...
42
PENDAHULUAN I. Latar Belakang Kemajuan yang sangat pesat dalam bidang elektronika sekarang ini juga sangat mempengaruhi pesat majunya ilmu komputer. Di negara-negara yang sudah maju, ilmu komputer sudah memasuki segala bidang kegiatan yang dilakukan masyarakatnya, baik dalam bidang bisnis, pengobatan, militer, dsb. Bahkan dalam bidang angkasa luar sekalipun. Salah satu kemampuan dari komputer adalah dapat dimanfaatkannya dalam berbagai aplikasi. Untuk keperluan berbagai aplikasi tersebut telah diciptakan berbagai perangkat lunak (software) aplikasi. Adapun perangkat lunak (software) adalah komponen dalam data processing system yang berupa program-program dan teknik- teknik lain untuk mengontrol sistem. Pada umumnya, istilah software menyatakan cara-cara yang menghasilkan hubungan yang lebih efisien antara manusia dan mesin komputer. Dalam industri manufaktur di Indonesia sudah
Transcript of LAPORAN PERTANGGUNG JAWABAN - Gunadarmaftp.gunadarma.ac.id/handouts/S1_TEKNIK INDUSTRI/Prak... ·...

PENDAHULUAN
I. Latar Belakang
Kemajuan yang sangat pesat dalam bidang elektronika sekarang ini juga
sangat mempengaruhi pesat majunya ilmu komputer. Di negara-negara yang
sudah maju, ilmu komputer sudah memasuki segala bidang kegiatan yang
dilakukan masyarakatnya, baik dalam bidang bisnis, pengobatan, militer, dsb.
Bahkan dalam bidang angkasa luar sekalipun.
Salah satu kemampuan dari komputer adalah dapat dimanfaatkannya
dalam berbagai aplikasi. Untuk keperluan berbagai aplikasi tersebut telah
diciptakan berbagai perangkat lunak (software) aplikasi. Adapun perangkat lunak
(software) adalah komponen dalam data processing system yang berupa program-
program dan teknik-teknik lain untuk mengontrol sistem. Pada umumnya, istilah
software menyatakan cara-cara yang menghasilkan hubungan yang lebih efisien
antara manusia dan mesin komputer. Dalam industri manufaktur di Indonesia
sudah mulai mengaplikasikan sistem manajemen khusunya dalam perencanaan
produksinya dengan menggunakan software untuk mengenal gambaran sistem
pengambilan keputusan secara kompleks. Guna mencapai efisien, kualitas,
produktivitas, dan hasil yang optimal.
Untuk dapat mengaplikasikan software yang bermanfaat bagi dunia
industri, maka mahasiswa/i jurusan Teknik industri mengadakan praktikum
Perangkat Lunak Komputer Industri I (PLKI I) sebagai penunjang mata kuliah
PLKI I. Penggunaan software ini dapat menyelesaikan masalah-masalah yang

timbul dengan lebih efektif dan efisien dibandingkan dengan cara perhitungan
manual.
II. Maksud dan Tujuan
Praktikan PLKI I mengaplikasikan problem-problem dalam perencanaan
produksi manufaktur yang didasari oleh penguasaan program-program dan teknik-
teknik yang mengontrol sistem software.
Hal tersebut merupakan upaya untuk memberikan bekal pemahaman dan
penguasaan bagi mahasiswa di bidang Teknologi komputer maupun dalam
perencanaan produksi manufaktur sehingga diharapkan bagi mahasiswa mampu
untuk menyiapkan dan mengidentifikasikan aplikasi program tersebut. Sekaligus
dapat memecahkan masalah dalam mengalokasikan sumber daya yang terbatas
diantara berbagai kepentingan seoptimal mungkin.
III. Ruang Lingkup
Adapun dalam penyusunan modul ini, penyusun hanya melingkupi
aplikasi software program QS (Quantity System) versi 3.0 dalam memecahkan
problem-problem yang dihadapi. Adapun problem-problem pemecahan ini
diklasifikasikan menjadi lima (5) modul antara lain:
1. Linier Programming
2. Transportasi dan Penugasan
3. Keseimbangan Lini (Line Balancing)
4. Penjadwalan Produksi CPM/PERT
5. Pengendalian Kualitas (Quality Control)
IV. Tata Cara Penulisan Laporan Awal dan Akhir
Untuk laporan awal diketik manual dengan spasi 1.5 menggunakan kertas
A4 dan diberi cover seperti ditunjukkan oleh gambar I.1. Sedangkan untuk
laporan akhir diketik komputer dengan huruf Times New Roman, spasi 1.5, kertas
A4, dan diberi cover seperti yang ditunjukkan pada lampiran.

MODUL I
LINIER PROGRAMMING
1. Konsep Dasar
Pemrograman linier (LP, Linier Programmin) adalah teknik pengambilan
keputusan untuk memecahkan masalah mengalokasikan sumberdaya yang terbatas
di antara berbagai kepentingan se-optimal mungkin. Teknik ini diterapkan secara
luas pada berbagai bidang persoalan perusahaan, untuk menyelesaikan masalah
yang berkaitan dengan penugasan karyawan, penggunaan mesin, distribusi dan
pengangkutan, penentuan kapasitas produk, ataupun dalam penentuan portofolio
investasi.
2. Model
Dalam model matematika, permasalahan dalam pemograman linier dapat
digambarkan sebagai berikut :
Memaksimumkan atau meminimumkan :
a. Fungsi tujuan :
b. Fungsi kendala :
c. Asumsi :
Keterangan :
i : nomor sumber atau fasilitas yang tersedia (i =1,2,…,m)
j : nomor kegiatan yang menggunakan sumber yang tersedia (j = 1,2,…,n)

m : jumlah yang tersedia
n : jumlah kegiatan
Z : nilai optimal dari fungsi tujuan
Xj : jenis kegiatan (variabel keputusan)
aij : banyaknya sumber i yang diperlukan untuk menghasilkan setiap unit kegiatan j
bi : banyaknya sumber i yang tersedia
cj : kenaikan nilai Z apabila ada pertambahan satu unit kegiatan j
3. Pemecahan Masalah dalam Linier Programming
Pemecahan masalah dalam linier programming dapat menggunakan
beberapa teknik, antara lain cara aljabar, cara grafik, ataupun metode simpleks.
Contoh Kasus :
Garuda Furniture merupakan suatu perusahaan yang memproduksi peralatan
meubel dari kayu. Bahan bakar utama yang digunakan berupa kayu jati dan kayu
kamper. Untuk mendapatkan hasil yang baik perusahaan ini menggunakan sebuah
mesin multiguna yang dikendalikan komputer. Karena persaingan yang semakin
tajam, manajemen perusahaan bermaksud meningkatkan efisiensi penggunaan
sumberdaya produksinya sehingga dapat mencapai hasil yang optimal. Jumlah
kebutuhan bahan baku dan waktu mesin yang diperlukan untuk membuat setiap
unit meubel (meja dan kursi) model A dan model B serta kapasitas yang tersedia
sebagai berikut :
Tabel 2.1 Kebutuhan Bahan Baku
Model A Model B Kapasitas
Kayu kamper 4 2 120
Kayu jati 2 2 100
Mesin 1 3 90
Bahan baku dan mesin masing-masing dinyatakan dalam satuan tertentu
Apabila keuntungan yang diperoleh untuk satu unit model A = Rp 200.000
dan satu unit model B = Rp 150.000. Berapa unit masing-masing model harus
dibuat agar memperoleh keuntungan maksimal.

Model matematika untuk kasus ini sebagai berikut :
Fungsi tujuan : Maks. Z = 200 X1 + 150 X2
Dengan pembatasan :
Dimana :
Z : total keuntungan (dinyatakan dalam ribuan rupiah)
X1 : meubel model A yang dibuat (unit)
X2 : meubel model B yang dibuat (unit)
Tujuan model pemrograman linier disini untuk menentukan berapa besar
nilai X1 dan X2 sehingga dapat diperoleh nilai Z yang maksimum.
3.1 Pemecahan dengan Metode Aljabar
Dalam cara aljabar, model pemrograman linier harus dibuat dalam bentuk
standar.
Model matematis sebagai berikut :
Fungsi tujuan : Maks. Z = 200 X1 + 150 X2 … (0)
Dengan pembatasan : … (1)
… (2)
… (3)
… (4)
Selanjutnya lakukan perhitungan untuk mencari nilai Z dengan
mengkombinasikan dua variabel yang nilainya dianggap sama dengan nol.
Dengan uji coba ini akan ditemukan kombinasi dua variabel bernilai nol yang
memberikan nilai Z terbesar.
Jika :
X1 = 0, X2 = 0 maka Z = 200 (0) + 150 (0) = 0

X1 = 0, S1 = 0 dari persamaan (1) diperoleh X2 = 120/2 = 60
dari persamaan (2) diperoleh S2 = 100 - 120 = -20
Z tidak fisibel Karena S2 tidak memenuhi persamaan (4)
X1 = 0, S2 = 0 dari persamaan (2) diperoleh X2 = 100/2 = 50
dari persamaan (3) diperoleh S3 = 90 - 150 = -60
Z tidak fisibel Karena S3 tidak memenuhi persamaan (4)
X1 = 0, S3 = 0 dari persamaan (3) diperoleh X2 = 90/3 = 30
dari persamaan (1) diperoleh S1 = 120 - 60 = 60
dari persamaan (2) diperoleh S2 = 100 - 60 = 40
maka Z = 200 (0) +150 (30) = 4500
Dengan cara yang sama, kita lakukan perhitungan untuk semua kombinasi
dua variabel yang lain (praktikan disarankan untuk menghitung sendiri). Dari
hasil perhitungan itu akan diperoleh Z = 7200 (tertinggi) terjadi pada kombinasi S1
dan S3 = 0, dimana diperoleh X1 = 18 dan X2 = 24.
Kesimpulannya, keuntungan maksimum sebesarRp7.200.000 (ingatsatuan
Z dalam ribuan rupiah) diperoleh apabila perusahaan menjual meubel model A
sebanyak 18 unit dan meubel model B sebanyak 24 unit.
3.2 Pemecahan dengan Metode Grafik
Pemecahan persoalan dengan cara grafik dilakukan dengan membuat garis
dari masing-masing persamaan batasan dalam suatu grafik. Apabila garis
persamaan batasan sudah dibuat, diperoleh suatu daerah yang fisibel bagi nilai-
nilai variabelnya, yaitu daerah yang memenuhi semua persamaan batasan yang
ada. Dari daerah fisibel itu dicari titik-titik ekstrem yang memungkinkan
diperolehnya nilai optimal dari fungsi tujuan. Dengan memasukkan titik-titik
ekstrem itu ke dalam fungsi tujuan, diperoleh suatu titik ekstrem optimal.
Model matematisnya ditulis lagi sebagai berikut :
Fungsi tujuan : Maks. Z = 200 X1 + 150 X2
Dengan pembatasan : … (1) kendala kayu kamper
… (2) kendala kayu jati
… (3) kendala mesin

… (4) kendala non-negatif
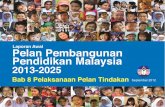
Ketiga persamaan batasan sumberdaya dalam kasus Garuda Furniture
dapat digambarkan satu persatu dalam grafik sebagai berikut :
Fungsi kendala kayu kamper 4 X1 +
2 X2 = 120dan kendala non negatif
X1,X2 0 membentuk suatu daerah
fisibel OAB. Daerah ini merupakan
daerah titik-titik kombinasi X1 dan
X2 masih dapat dipenuhi oleh
kapasitas kayu kamper sebesar 120
unit
Dengan dimasukkannya fungsi
kendala kayu jati 2 X1 + 2 X2 100,
kini daerah yang fisibel menjadi
OAED, sedangkan daerah BDE
menjadi tidak fisibel karena
meskipun kapasitas kayu kamper
mencukupi, tetapi kapasitas kayu jati
tidak mencukupi.
Dengan penambahan kendala ketiga,
yaitu kendala mesin X1 + 3 X2 90,
daerah fisibel berubah menjadi
OAHG. Dengan kata lain, daerah
OAHG merupakan daerah dimana
titik-titik yang merupakan kombinasi
X1 dan X2 memenuhi ketiga kendala
sumberdaya.
X2
B
60
4 X1 + 2 X2 C 120
A X1
0 30
X2
60 B
D 4 X1 + 2 X2 120
50 E 2 X1 + 2 X2 100
A C X1
0 30 50
X2
60 B 4 X1 + 2 X2 120
50 D 2 X1 + 2 X2 100
E
30 G X1 + X2 90
H
C F X1
0 30 50 90
Gambar 2.1 Pemecahan Kasus Linier Programming dengan Grafik

3.3 Pemecahan dengan Metode Simpleks
Metode simpleks adalah suatu metode yang secara sistematis dimulai dari
suatu penyelesaian dasar yang fisibel ke penyelesaian dasar fisibel lainnya yang
dilakukan berulang-ulang (iteratif) sehingga tercapai suatu penyelesaian optimum.
Dengan mengambil contoh persoalan Garuda Furniture, berikut ini langkah-
langkah dari pemrograman linier dengan metode simpleks adalah sebagai berikut :
a. Tahap awal
1) Formulasikan model dalam bentuk standar
Maks. Z = 200 X1 + 150 X2 … (0)
…(1)
…(2)
…(3)
Dalam tabel, kita menganggap fungsi tujuan sebagai batasan (persamaan
0), dimana Z selalu sebagai variable dasar (basic variable).
2) Tentukan penyelesaian fisibel dasar awal
Sebagai variabel dasar awal, pilih variabel yang terdapat hanya pada satu
baris (batasan) dan memiliki koefisien = 1. Jika kita tidak memiliki cukup
variabel untuk keperluan ini maka harus ditambahkan slack atau surplus
variable (S1). Karena S1, S2, dan S3 masing-masing mempunyai koefisien =
1 dan hanya terdapat pada satu baris persamaan, variabel itu kita pilih
sebagai variabel dasar awal. Nilainya sama dengan nilai sisi kanan
persamaan masing-masing. Selain ketiga variabel itu, variabel yang lain
merupakan variabel bukan dasar (non-basic variables), dan nilainya sama
dengan 0.
b. Tahap Iterasi
1) Tentukan variabel dasar masuk (entering basic
variable)
Apabila kita memaksimalkan fungsi tujuan, pilih variabel bukan dasar
yang jika ditambah akan meningkatkan nilai Z paling cepat, yaitu variabel
pada fungsi tujuan yang memiliki koefisien negatif terbesar, sebagai

variabel dasar masuk. Apabila fungsi tujuan maminimalkan Z, pilih
variabel dengan koefisien positif terbesar sebagai variabel dasar masuk. X1
dipilih sebagai variabel dasar masuk karena mempunyai koefisien negatif
terbesar (-200). Kolom X1 disebut sebagai kolom pivot.
2) Tentukan variabel dasar keluar (leaving basic
variable)
Variabel dasar keluar ditentukan setelah variabel dasar masuk dipilih.
Apabila Xj merupakan variabel dasar masuk dan aij merupakan elemen
pada baris ke i di bawah variabel Xj dalam matriks A. Variabel dasar
keluar merupakan variabel dasar yang berhubungan dengan baris i dimana
b1/aij adalah terkecil untuk aij > 0.
Persamaan (1) b1/a1j = 120/4 = 30 terkecil
(2) b2/a2j = 10/2 = 50
(3) b3/a3j = 90/1 = 90
S1 (variabel dasar pada persamaan 1) menjadi variabel dasar keluar,
posisinya akan digantikan oleh X1. Baris pada persamaan 1 disebut baris
pivot.
3) Tentukan penyelesaian dasar fisibel yang baru
Ubah persamaan pada baris pivot sehingga koefisien titik pivot (titik
pertemuan antara kolom pivot dan baris pivot, Xi1) = 1. Kemudian buat
semua koefisien variable dasarnya tetap sama dengan 1.
Iterasi Pertama
X1 sebagai variabel dasar yang baru harus mempertahankan bentuk
matriks identitas bersama-sama dengan variabel dasar yang lama. Matriks
identitas dapat diperoleh apabila titik pivot memiliki koefisien sama dengan 1 dan
titik yang lain pada kolom pivot memiliki koefisien sama dengan nol.
Hal ini diperoleh dengan perthittungan matematika sebagai berikut :

a. Persamaan pivot baru = persamaan lama dibagi dengan titik pivot lama
b. Persamaan baru yang lain = persamaan lain – (koefisien kolom pivot lama
dikalikan dengan persamaan pivot yang baru)
Penyelesaian untuk iterasi pertama ini dapat ditunjukkan dengan persamaan
berikut ini :
b1’ = 0,25 bt
b0’ = b0 + 200 bt’
b2’ = b2 - 2 b1’
b3’ = b3 - b1’
Dimana :
b1’ = baris i baru
bi = baris i lama
Hasil penyesuaian tersebut ditunjukkan pada Tabel 2.2
Tabel 2.2 Iterasi I
Vd Z X1 X2 S1 S2 S3 b bi/aij
Maks.Z 1 0 -50 50 0 0 6.000
X1
S2
S3
0
0
0
1
0
0
0,5
1
2,5
0,25
-0,5
-0,25
0
1
0
0
0
1
30
40
60
60
40
24
Variabel dasar masuk = X2 (karena memiliki koefisien aoj terkecil)Variabel dasar keluar = S3 (karena memiliki koefisien bi/aij terkecil)
Iterasi Kedua
b3’ = 0,4 b3
b0’ = b0 + 50 b3’
b1’ = b1 – 0,5 b3’
b2’ = b2 - b3’

Tabel 2.3 Iterasi II
Vd Z X1 X2 S1 S2 S3 b bi/aij
Maks.Z 1 0 0 45 0 20 7.200
X1
S2
S2
0
0
0
1
0
0
0
0
1
0,3
-0,4
-0,1
0
1
0
-0,2
-0,4
0,4
18
16
24
Dalam tabel terakhir ini penyelesaian sudah optimal, karena semua
koefisien variabel bukan dasar pada fungsi tujuan sudah lebih besar atau sam
dengan nol. Hasil yang diperoleh X1 = 18 unit, X2 = 24 unit, dan Z = 7.200, sama
seperti hasil yang diperoleh dengan metode aljabar atau pun grafik.

MODUL II
TRANSPORTASI DAN PENUGASAN
1. Konsep Dasar
Metode transportasi adalah suatu metode yang digunakan untuk mengatur
distribusi dari sumber-sumber yang menyediakan produk yang sama ke tempat-
tempat tujuan secara optimal. Distribusi ini dilakukan sedemikian rupa sehingga
permintaan dari beberapa tempat tujuan dapat dipenuhi dari beberapa sumber,
yang masing-masing dapat memiliki permintaan atau kapasitas yang berbeda.
Alokasi ini dilakukan denga mempertimbangkan biaya pengangkutan yang
bervariasi karena jarak dan kondisi antar lokasi yang berbeda. Denga
menggunakan metode transportasi, dapat diperoleh suatu alokasi distribusi barang
yang dapat meminimalkan total biaya transportasi.
2. Model
Secara umum, model dalam permasalahan transportasi dapat digambarkan
dalam suatu table yang menunjukkan sisi penawaran (asal) dan sisi permintaan
(tujuan), kapasitas penawaran dan jumlah permintaan, serta biaya transportasi dari
masing-masing sumber ke masing-masing tujuan. Sebagaimana dalam Tabel 3.1.
Tabel 3.1 Model Umum Metode Transportasi
Tujuan
AsalT1 T2 T3
Kapasitas
Pabrik
A1C11
X11
C12
X12
C13
X13
s1
A2C21
X21
C22
X22
C23
X23
S2
A3C31
X31
C32
X32
C33
X33
S3
Permintaan
PenjualanD1 D2 D3

Dalam bentuk matematik, permasalahan transportasi itu dapat dirumuskan sebagai
berikut :
Fungsi Tujuan : Min.Z =
Dengan Pembatasan :
Dimana :
Z : total biaya transportasi
: jumlah barang yang harus diangkut dari i ke j
: biaya angkut per unit barang dari i ke j
s1 : banyaknya barang yang tersedia di tempat asal i
d1 : banyaknya permintaan barang di tempat tujuan j
m : jumlah tempat asal
n : jumlah tempat tujuan
Adapun metode-metode yang digunakan dalam transportasi adalah sebagai
berikut :
1. Metode Northwest Corner
2. Metode Least Cost
3. Metode Aproksimasi Vogel (VAM)
4. Metode Aproksimasi Russell
3. Pemecahan Masalah dalam Transportasi
Langkah pertama
Menentukan solusi awal yang layak merupakan langkah pertama yang
harus dilakukan. Untuk mendapatkan solusi awal yang layak ini dapat digunakan
beberapa metode dalam transportasi, yaitu :
a. Metode Northwest Corner
Dengan menggunakan metode Northwest Corner, akan diperoleh solusi
awal seperti yang terlihat pada table 3.2.
Tabel 3.2 Hasil Penentuan Solusi Awal dengan Metode Northwest Corner

Ke
DariGANDUM BARLEY OAT Supply
Inggris54.0
70
40.5 27.670
Perancis31.2
55
36.0
55
25.0110
Spanyol52.8 33.6
5
33.6
7580
Demand 125 60 75 260
Pengalokasian pada metode Northwest Corner dimulai dari kotak paling
kiri atas, yaitu pengalokasian sebanyak mungkin tanpa melanggar batasan yang
ada, yaitu jumlah supplay dan demand-nya. Untuk kotak paling kiri atas pada
table 5.4, jumlah supply-nya adalah 70 dan jumlah demand-nya adalah 125. Jadi
untuk kotak ini dapat dialokasikan sejumlah 70 (terkecil antara supply dan
demand). Selanjutnya kita lihat supply dari Inggris sudah digunakan semua tetapi
permintaan untuk produksi gandum belum dipenuhi semua, sehingga
pengalokasian berikutnya adalah pada kotak (2.1). Untuk kotak ini, jumlah supply
adalah 110 dan jumlah demand-nya adalah 125 – 70 = 55. Jadi kotak ini dapat
dialokasikan sejumlah 55. Sekarang terlihat bahwa demand untuk produksi
gandum telah terpenuhi semua, tetapi supply yang disediakan oleh Perancis belum
semuanya digunakan. Sehingga pengalokasian berikutnya adalah pada kotak (2.2).
Untuk kotak (2.2) ini besarnya demand adalah 60 dan besarnya supply adalah
110-55=55. Jadi pada kotak ini dapat dialokasikan sejumlah 55. Ini berarti supply
dari Perancis sudah dapat digunakan semua, tetapi demand untuk produksi Barley
belum semuanya terpenuhi, sehingga pengalokasian berikutnya adalah pada kotak
(3.2). Untuk kotak (3.2) disediakan supply sebesar 80 dan mempunyai demand
sebesar 60-55=5. Jadi pada kotak ini dapat dialokasikan sejumlah 5. Sekarang
terlihat bahwa supply dari Inggris dan Perancis sudah digunakan semua dan
demand untuk produksi gandum dan barley sudah dipenuhi semua. Yang tersisa
adalah supply dari Spanyol dan demand untuk produksi oat, sehingga

pengalokasian berikutnya adalah pada kotak (3.3). Supply yang tersedia untuk
kotak ini sebesar 80-5=75 dan demand yang diminta sebesar 75, sehingga kita
dapat dialokasikan sebesar 75. Ini berarti semua supply telah digunakan dan
semua demand telah terpenuhi.
b. Metode Least Cost
Dengan menggunakan metode Least Cost akan diperoleh solusi awal
seperti yang terlihat pada tabel 3.2.
Pengalokasian pada metode Least Cost dimulai pada kotak dengan biaya
terendah dan dilanjutkan dengan kotak biaya terendah selanjutnya yang belum
terpenuhi nilai demand dan supply-nya.
Pada contoh masalah yang dibahas, kotak yang mempunyai biaya terendah
adalah kotak (2.3) dengan biaya 25. Untuk kotak ini disediakan supply sebesar
110 dan dibutuhkan demand sebesar 75, sehingga kotak (2.3) mendapat
pengalokasian sebesar 75. Kotak dengan biaya terendah berikutnya adalah kotak
(1.3). Ternyata kebutuhan lahan untuk produksi oat telah terpenuhi semua
Tabel 3.3 Hasil Penentuan Solusi Awal dengan Metode Least Cost
Ke
DariGANDUM BARLEY OAT Supply
Inggris54.0
70
40.5 27.670
Perancis31.2
55
36.0
55
25.0110
Spanyol52.8 33.6
5
33.6
7580
Demand 125 60 75 260
c. Metode Aproksimasi Vogel (VAM)
Pengalokasian dengan metode VAM dimulai dengan menentukan nilai
selisih antara kotak dengan biaya terendah dan kotak dengan biaya terendah
berikutnya untuk setiap baris dan kolom (selanjutnya kita sebut nilai selisih ini

dengan S). Selanjutnya dipilih baris atau kolom dengan nilai S terbesar dan
dilakukan pengalokasian pada kotak dengan biaya terendah pada baris atau kolom
yang terpilih.
Tabel 3.4 Hasil Penentuan Solusi Awal dengan Metode VAM
Ke
DariGANDUM BARLEY OAT Supply
Inggris54.0
15
40.5
55
27.670
Perancis31.2
110
36.0 25.0110
Spanyol52.8 33.6
5
33.6
7580
Demand 125 60 75 260
Pada contoh masalah yang dibahas, didapatkan hasil perhitungan nilai S
sebagai berikut :
- Untuk baris I : biaya terendah pada baris ini adalah 27,6 dan biaya terendah
berikutnya adalah 40,5 dan nilai selisih antara keduanya
sebesar 40,5-27,6 = 12,9
- Untuk baris II : 31,2 – 25 = 6,2
- Untuk baris III : 52,8-33,6 = 19,2
- Untuk kolom I : 52,8-31,2 = 21,6
- Untuk kolom II : 36,0-33,6 = 2,4
- Untuk kolom III : 27,6-25 = 2,6
Hasil perhitungan menunjukkan bahwa yang terpilih untuk pengalokasian
pertama adalah kolom I, karena kolom ini mempunyai nilai S terbesar yaitu 21,6.
Kotak dengan biaya terendah pada kolom I adalah kotak (2, 1), sehingga kotak ini
merupakan kotak yang mendapatkan pengalokasian pertama. Untuk kotak ini
disediakan supply sebesar 110 dan dibutuhkan demand sebesar 125, sehingga
dapat dialokasikan sebesar 110 untuk kotak (2, 1).

Untuk pengalokasian kedua perlu dilakukan lagi perhitungan nilai S untuk
setiap baris dan kolom. Hasil perhitungan nilai S adalah sbb :
- Untuk baris I : 40,5-27,6 = 12,9
- Untuk baris II : sudah tidak perlu dilakukan perhitungan lagi, karena
sudah terpenuhi supply-nya.
- Untuk baris III : 52,8-33,6 = 19,2
- Untuk kolom I : 54-52,8 = 1,2, karena baris II sudah tidak masuk ke dalam
perhitungan lagi.
- Untuk kolom II : 40,5-33,6 = 6,9
- Untuk kolom III : 33,6-27,6 = 6,0
Jadi yang mempunyai nilai S terbesar adalah baris III, yaitu 19,2. Kotak
dengan biaya terendah pada baris III adalah kotak (3, 2) dan (3, 3). Karena ada
dua kotak yang mungkin diberi alokasi, kita pilih salah satu secara sembarang,
yaitu kotak (3, 3). Untuk kotak (3, 3) disediakan supply sebesar 80 dan dibutuhkan
demand sebesar 75, sehingga kotak ini mendapatkan pengalokasian sebesar 75.
Untuk pengalokasian ketiga dilakukan kembali perhitungan nilai S baru,
yang hasilnya adalah sebagai berikut :
- Untuk baris I : 54-40,5 = 13,5, karena kolom III tidak masuk lagi dalam
perhitungan ini.
- Untuk baris III : 52,8-33,6 = 19,2
- Untuk kolom I : 54-52,8 = 1,2
- Untuk kolom II : 40,5-33,6 = 6,9
Jadi yang mempunyai nilai S terbesar adalah baris III yaitu 19,2. Kotak
yang berbiaya terendah pada baris III adalah kotak (3, 2). Unutk kotak ini tersedia
supply sebesar 80-75 = 5 dan dibutuhkan demand sebesar 60, sehingga kotak (3,
2) mendapat alokasi sebesar 5.
Untuk pengalokasian selanjutnya tidak perlu dilakukan kembali
perhitungan nilai S baru, karena tinggal tersisa dua kotak yang masih dapat
memperoleh alokasi, yaitu kotak (1, 1) dan kotak (1, 2). Untuk kotak (1, 1)
tersedia supply sebesar 70 dan dibutuhkan demand sebesar 125-110 = 15,
sehingga kotak ini mendapatkan pengalokasian sebesar 15. Sedangkan untuk

kotak (1, 2) tersedia supply sebesar 70-15 = 55 dan dibutuhkan demand sebesar
60-5 = 55, sehingga kotak ini mendapatkan pengalokasian sebesar 55. Jadi, semua
demand dan supply telah terpenuhi yang berarti pencarian solusi awal telah
selesai.
d. Metode Aproksimasi Russell
Dengan menggunakan metode aproksimasi Russell akan diperoleh solusi
awal seperti yang terlihat pada table III.1.
Pengalokasian dengan menggunakan metode Aproksimasi Russell dimulai
dengan menentukan nilai ui untuk setiap baris yang masih mungkin dilakukan
pengalokasian dan nilai vj untuk setiap kolom yang masih mungkin dilakukan
pengalokasian. Nilai ui adalah biaya terbesar pada suatu baris dari kotak-kotak
yang masih mungkin dilakukan pengalokasian, dan nilai v j adalah biaya terbesar
pada suatu kolom dari kotak-kotak yang masih dilakukan pengalokasian.
Kemudian dilakukan perhitungan nilai ij = cij-ui-vj untuk setiap kotak yang masih
mungkin dilakukan pengalokasian. Selanjutnya dipilih kotak dengan nilai ij
negatif terbesar dan dilakukan pengalokasian terhadap kotak tersebut.
Tabel 3.5 Hasil Penentuan Solusi Awal dengan Metode Aproksimasi
Russell
Ke
DariGANDUM BARLEY OAT Supply
Inggris54.0 40.5 27.6
70
Perancis31.2
110
36.0 25.0110
Spanyol52.8
15
33.6
60
33.6
580
Demand 125 60 75 260
Berdasarkan data pada contoh masalah yang dibahas, didapatkan hasil
perhitungan nilai ui, vj dan sebagai berikut :

- u1 = 54, karena biaya terbesar pada baris I adalah 54
- u2 = 36, u3 = 52,8
- v1 = 54, v2 = 40,5, v3 = 33,6
Sehingga nilai :
- 11 = 54,0-54,0-54,0 = -54,0
- 12 = 40,5-54,0-40,5 = -54,0
- 13 = 27,6-54,0-33,6 = -60,0
- 21 = 31,2-36,0-54,0 = -58,8
- 22 = 36,0-36,0-40,5 = -40,5
- 23 = 25,0-36,0-33,6 = -44,6
- 31 = 52,8-54,0-52,8 = -54,0
- 32 = 33,6-40,5-52,8 = -59,7
- 33 = 33,6-33,6-52,8 = -52,8
Hasil perhitungan di atas menunjukkan bahwa nilai negatif terbesar
adalah nilai 13, yaitu sebesar –60, sehingga pengalokasian diberikan untuk kotak
(1, 3). Untuk kotak ini tersedia supply sebesar 70 dan dibutuhkan demand sebesar
75, sehingga kotak (1, 3) memperoleh alokasi sebesar 70.
Untuk pengalokasian kedua dilakukan kembali perhitungan nilai ui, vj dan
ij, dengan hasil sebagai berikut :
- u2 = 36, u3 = 52,8 ; baris I tidak masuk dalam perhiitungan lagi karena supply
yang tersedia sudah digunakan semua.
- v1 = 52,8, v2 = 36, v3 = 33,6
Sehingga nilai :
- 21 = 31,2-36,0-52,8 = -57,6
- 22 = 36,0-36,0-36,0 = -36,0
- 23 = 25,0-36,0-33,6 = -44,6
- 31 = 52,8-52,8-52,8 = -52,8
- 32 = 33,6-52,8-36.0 = -55,2
- 33 = 33,6-33,6-52,8 = -52,8

Hasil perhitungan di atas menunjukkan bahwa nilai negatif terbesar
adalah nilai 21 yaitu sebesar –57,6, hal ini berarti pengalokasian kedua diberikan
pada kotak (2, 1) yaitu sebesar 110.
Untuk pengalokasian berikutnya, yang masih mungkin untuk diberi
alokasi hanyalah kotak-kotak pada baris ketiga, sehingga tidak perlu lagi
dilakukan perhitungan nilai ui, vj dan ij, untuk kotak (3, 1) dapat diberikan
alokasi sebesar 125-110 = 15, untuk kotak (3, 3) sebesar 75-70 = 5 dan untuk
kotak (3, 2) sebesar 60.

MODUL III
LINE BALANCING
1. Konsep Dasar
Line balancing merupakan penyeimbangan penugasan elemen-elemen
tugas dari suatu assembly line ke workstations untuk meminimumkan banyaknya
workstations dan meminimumkan total idle time pada semua stasiun untuk tingkat
output tertentu. Penyeimbangan lini (line balancing) bertujuan untuk memperoleh
suatu arus produksi yang lancar dalam rangka memperoleh utilisasi yang tinggi
atas fasilitas, tenaga kerja, dan perlatan melalui penyeimbangan waktu kerja antar
stasiun kerja (workstations). Elemen tugas dalam suatu kegiatan produksi
dikelompokkan sedemikian rupa dalam beberapa stasiun kerja yang telah
ditentukan sehingga diperoleh keseimbangan waktu kerja yang baik.
2. Metode Line Balancing
Adapun metode-metode yang digunakan dalam line balancing adalah
sebagai berikut:
1. Metode Heuristic, yaitu metode yang berdasarkan pengalaman atau intuisi
yang terdiri dari:
a. Large Candidate Rule
b. Ranked Positional Weight Hegelson and Birnie
c. Kilbridge’s and Waste Region Approach
d. Al Arcu’s
2. Metode Simulasi yang terdiri dari:

a. CALB (Computer Assembly Line Balancing or Computer Aided
Line Balancing)
b. COMSOAL (Computer Method or Saumming Operation for
Assembly)
c. ALPACA (Assembly Line Balancing and Control Activity)
3. Metode Analitik, yaitu metode yang berdasarkan perhitungan matematik
seperti:
a. Metode Branch and Bound
3. Pemecahan Masalah Line Balancing
Adapun langkah-langkah pemecahan masalah dalam line balancing adalah
sebagai berikut:
a. Mengidentifikasikan tugas-tugas individual atau aktivitas yang akan
dilakukan.
b. Menentukan waktu yang dibutuhkan untuk melaksanakan setiap tugas.
c. Menentukan precedence constraints, jika ada yang berkaitan dengan setiap
tugas tersebut.
d. Menentukan output dari assembly line yang dibutuhkan.
e. Menentukan waktu total yang tersedia untuk memproduksi output tersebut.
f. Menghitung cycle time yang dibutuhkan.
Cycle Time = waktu produksi yang tersedia / tingkat produksi harian
g. Memberikan tugas kepada pekerja dan mesin.
h. Menetapkan minimum banyaknya workstations yang dibutuhkan untuk
memproduksi output yang diinginkan.
Workstations = waktu total seluruh tugas / cycle time
i. Menilai aktifitas dan efisiensi dari solusi.

j. Mencari terobosan-terobosan untuk perbaikan proses terus-menerus
(continuous process improvement)
MODUL IV
PENJADWALAN PRODUKSI CPM/PERT
1. Konsep Dasar
Dalam penjadwalan proyek terdapat berbagai teknik yang dapat
digunakan, antara lain Gantt Chart, CPM dan PERT, precedence diagram, works
breakdown structure (WBS), dan graphical evaluation and review technique
(GERT). Secara umum, teknik yang popular dalam penjadwalan proyek dapat
dikelompokkan ke dalam dua metode, yaitu bagan balok dan perencanaan jaringan
kerja. Dalam modul ini kita hanya membahas mengenai CPM dan PERT saja.
CPM (Critical Path Method) dan PERT (Program Evaluation and Review
Technique) adalah dua teknik yang bermanfaat dalam menentukan lamanya waktu
minimum untuk sebuah proyek dan menggambarkan pengarahan waktu yang
diperlukan dari kegiatan proyek. PERT (Program Evaluation and Review
Technique) sebagai alat perencanaan dan pengendalian proyek apabila dimensi
waktu dalam pelaksanaan proyek bersifat probabilistik (perkiraan waktu tidak
pasti atau kurang akurat).
CPM (Critical Path Method) digunakan apabila dimensi waktu dalam
pelaksanaan proyek bersifat deterministik (perkiraan waktu lebih akurat). Alat-alat
seperti CPM dan PERT akan memberikan beberapa manfaat dalam perencanaan
dan pengendalian proyek, seperti:
a. Memberikan gambaran terhadap waktu penyelesaian proyek sehingga
berdasarkan informasi ini berbagai pertimbangan dapat dibuat.

b. Memberikan gambaran secara grafik tentang aktivitas kerja dan hubungan
kesalingterkaitan diantara aktivitas-aktivitas dalam proyek itu.
c. Mengidentifikasikan lintasan kritis (critical path), yaitu: sekumpulan
aktivitas yang sangat menentukan waktu penyelesaian proyek itu dan
harus menjadi fokus perhatian dari manajemen proyek.
d. Sebagai alat yang visual yang mampu membandingkan performansi aktual
dengan rencana sehingga berbagai tindakan korektif yang dibutuhkan
dapat dilakukan dengan segera.
Untuk analisis proyek menggunakan CPM dan PERT, harus diasumsikan 3
sifat proyek berikut:
a. Proyek terdiri atas aktivitas-aktivitas yang terdefinisi dengan jelas.
b. Setiap aktivitas bisa dimulai dan diakhiri tanpa tercampur dengan aktivitas
lain.
c. Setiap aktivitas terkait denan urutan pelaksanaan satu sama lain.
2. Langkah-Langkah Penentuan Jalur Kritis
Jalur kritis merupakan jalur yang paling panjang melalui jaringan kerja.
Lamanya suatu proyek berlangsung dengan waktu yang minimum adalah jumlah
waktu dari kegiatan yang ada pada jalur kritis. Kegiatan-kegiatan pada jalur
tersebut adalah kegiatan-kegiatan kritis. Adapun langkah-langkah penentuan jalur
kritis adalah sebagai berikut:
a. Mendefinisikan kegiatan awal sebagai suatu kegiatan yang paling penting.
Carilah kegiatan awal yang pertama dan nyatakan dengan 1.
b. Kurangi semua kegiatan dari kegiatan yang dinomori. Nyatakan kegiatan-
kegiatan ini dengan angka 2,3, dst. Ulangi langkah ini sampai seluruh
kegiatan telah dinomori, kemudian hentikan.
c. Apabila perhitungan waktu menggunakan kejadian dengan waktu yang
paling lambat, maka cara yang dilakukan sama seperti diatas. Tetapi
perhitungan ini dimulai pada awal akhir proyek dan bekerja kembali ke
belakang.

MODUL V
PENGENDALIAN KUALITAS
1. Konsep Dasar
Pengendalian kualitas adalah mengembangkan, mendesain, memproduksi dan
memberikan produk yang paling ekonomis, paling berguna dan selalu memuaskan
bagi konsumen.
Terdapat tujuh alat dalam menerapkan pengendalian kulaitas (Quality Control)
dengan metode statistik yaitu :
1. Diagram (Ishikawa) sebab akibat
2. Stratifikasi
3. Pemeriksaan data
4. Histogram
5. Diagram pencar
6. Diagram Pareto
7. Grafik dan diagram statistic control
Dalam pengendalian kulaitas ini, semua kualitas barang diperiksa menurut
standard dan semua penyimpangan-penyimpangan dari standar dicatat serta
dianalisa dan semua penemuan-penemuan dalam hal ini dipergunakan sebagai
umpan balik untuk para pelaksana sehingga mereka dapat melakukan tindakan-
tindakan perbaikan untuk produksi pada masa-masa yang akan datang.
2. Peta Kontrol

Peta kontrol merupakan acuan bagi pengukuran-pengukuran dimensi
produk agar dapat diambil tindakan koreksi terhadap proses jika terjadi
penyimpangan. Peta kontrol membantu menjamin bahwa hanya barang atau jasa
yang memenuhi syarat yang diproduksi dengan cara memantau rata-rata proses
yang diharapkan berada di dalam batas atas dan batas secara statistik.
Populasi memiliki rata-rata yang tidak diketahui, dan deviasi standar,
yang juga tidak diketahui serta batas toleransi berjarak 3 dari rata-rata, sampel-
sampel ditarik dari populasi. Rata-rata setiap sampel akan berdistribusi normal,
sama dengan populasi.
Jadi adalah rata-rata dari rata-rata sampel
Dimana :
n = Jumlah sampel
= Rata-rata setiap sampel
Pada peta kontrol variabel biasanya yang diukur adalah rata-rata variabel
yang digunakan pada peta dan penyebaran digunakan peta (range). Adapun
langkah-langkah membuat peta dan peta adalah sebagai berikut :
1. Pilih proses yang akan dikendalikan
2. Ambil kurang lebih 20 sampel dari setiap sampelnya terdiri atas n kali
pengukuran hitung rata-rata sample ( ) dan
3. Hitung rata-rata dari rata-rata sample dan rata-rata . Hitung batas
control atas dan bawah dengan rumus :
Sedangkan peta kontrol atribut biasanya didasarkan pada klasifikasi suatu
produk apakah cacat atau tidak. Klasifikasi ini dapat bersumber dari data proporsi
jumlah prduk cacat terhadap ukuran sampel (P) atau dari jumlah cacat yang ada
pada satu unit produk didalam sampel (C). Jadi peta kontrolnya ada pada peta P
dan peta C dengan ketentuan dengan rumus sebagai berikut :

Contoh Cover Laporan Pendahuluan Untuk Praktikum PLKI I

DIKETIK KOMPUTER
LAPORAN PENDAHULUAN (times new roman bold font 16)
PRAKTIKUM PERANGKAT LUNAK KOMPUTER INDUSTRI I
(PLKI I)
Nama : times new roman font 12
NPM :
Modul :
Nilai :
Paraf Asisten :
JURUSAN TEKNIK INDUSTRI
FAKULTAS TEKNOLOGI INDUSTRI
UNIVERSITAS GUNADARMA
TAHUN
(times new roman bold 16)
Contoh Cover Laporan Akhir Untuk Praktikum PLKI I

LAPORAN AKHIR (times new roman bold font 16)
PRAKTIKUM PERANGKAT LUNAK KOMPUTER INDUSTRI I
(PLKI I)
Nama : times new roman font 12
NPM :
Modul :
Nilai :
Paraf Asisten :
JURUSAN TEKNIK INDUSTRI
FAKULTAS TEKNOLOGI INDUSTRI
UNIVERSITAS GUNADARMA
TAHUN
(times new roman bold 16)