






Bahasa
Halaman
Undang-undang

LAMPIRAN'
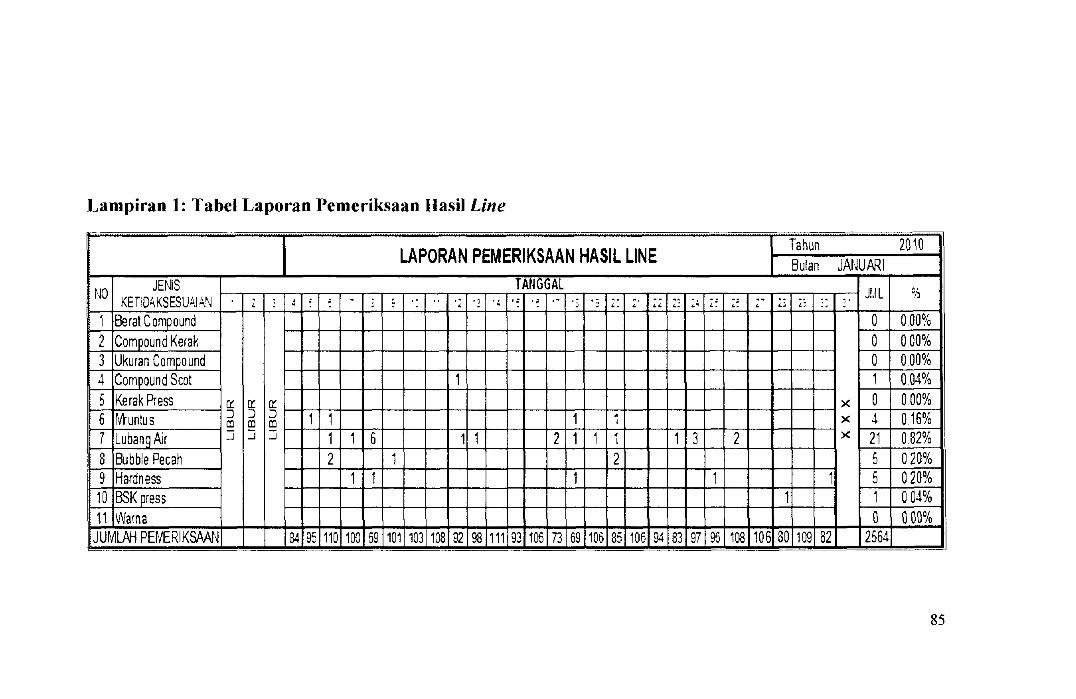
Lampiran 1: Tabel Laporan Pemeriksaan HasilLine
LAPORAN PEMERIKSAAN HASIL LINE Tanul'l 2010 Bulan JAtJUAAI
NO JENIS TANGGAL JI,IL %
KETlD~KSESUA.lAN ' , . .' .. .. . : .' .' , . " ' , ,. 2 , . . . , ., . ~ . , ., ,. ,
" .. " "- ,. , " " .. ,.
1 Bera! Compound 0 000% 2 Compound Kerak 0 000% 3 Ukuran Compound 0 000% 4 Compound Scot 1 1 004% 5 Kerak Press c:r c:r c:r x 0 000% 6 Mruntus :J :J :J 1 1 1 1 x 4 016% (D (D (D
7 Lubang Air :J :J :J 1 1 6 1 1 2 1 1 1 1 3 2 x 21 082% 8 Bubble Pecah 2 1 2 5 020% 9 Hardness 1 1 1 1 1 5 020%
10 BSK press 1 1 004% 11 Wama 0 000%
JUMLNi PEMERIKSAAN 84 95 110 100 69 101 103 108 92 98 111 93 106 73 69 106 85 106 94 83 97 96 108 106 80 109 82 2564
85
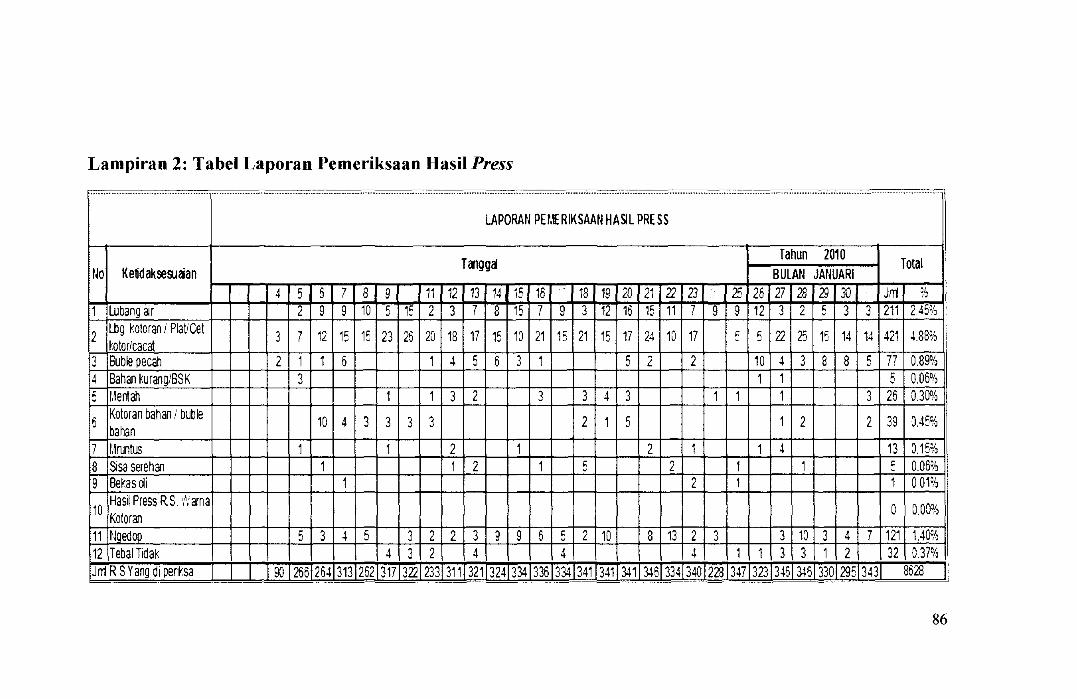
Lampiran 2: Tabel Laporan Pemeriksaan HasH Press --- - .-
.......................... u ....................... ...........••..• , ....... , .... . ........................................ " ....... .............................. , ....................................... . .....................
LAPORAN PHlERlKSMN HASIL PRE SS
T CIlg gal Tahun 2010
Total No Ketidaksesucian BULAN JAtlUARI
4 5 6 7 8 9 11 12 13 14 15 16 ..
18 19 20 21 22 23 25 26 27 28 29 30 JrrJ % '.
1 Lubang 31r 2 9 9 10 5 15 2 3 7 8 15 7 9 3 12 16 15 11 7 9 9 12 3 2 5 3 3 211 2.45%
2 Lbg kotoran / Pla(lCet
3 7 12 15 15 23 26 20 18 17 15 10 21 15 21 15 17 24 10 17 5 5 22 25 15 14 14 421 4.88% kotor/cacat
3 Suble pecah 2 1 1 5 1 4 r; 5 3 1 r; 2 2 10 .\ 3 8 8 5 77 0.89% . • .\ Bahan kurang/SSK 3 1 1 5 0.06% 5 1,lentah 1 1 3 2 3 3 4 3 1 1 1 3 26 0.30%
6 Kotoran bahan / buble 10 .\ 3 3 3 3 bahan
2 1 5 1 2 2 39 0.45%
7 1,lruntus 1 1 2 1 2 1 1 .\ 13 0.15% 8 Sisa serehan 1 1 2 1 r; 2 1 1 r; 0.05% . . 9 Bekas oli 1 2 1 1 0.01%
10 Hasil Press RS. i.':arna
0 O.OO~!l Kotoran
11 tJaedoo r; 3 .\ 5 3 2 2 3 9 9 5 5 2 10 8 13 2 3 3 10 3 .\ 7 121 1.40% • 12 Tebal Tidak 4 3 2 4 4 4 1 1 3 3 1 2 32 037% JrrJ R S Yang dl penksa 90 266 264 313 252 317 322 233 311 321 324 334 336 334 341 341 341 346 334 340 228 347 323 346 346 330 295 343 8628
86
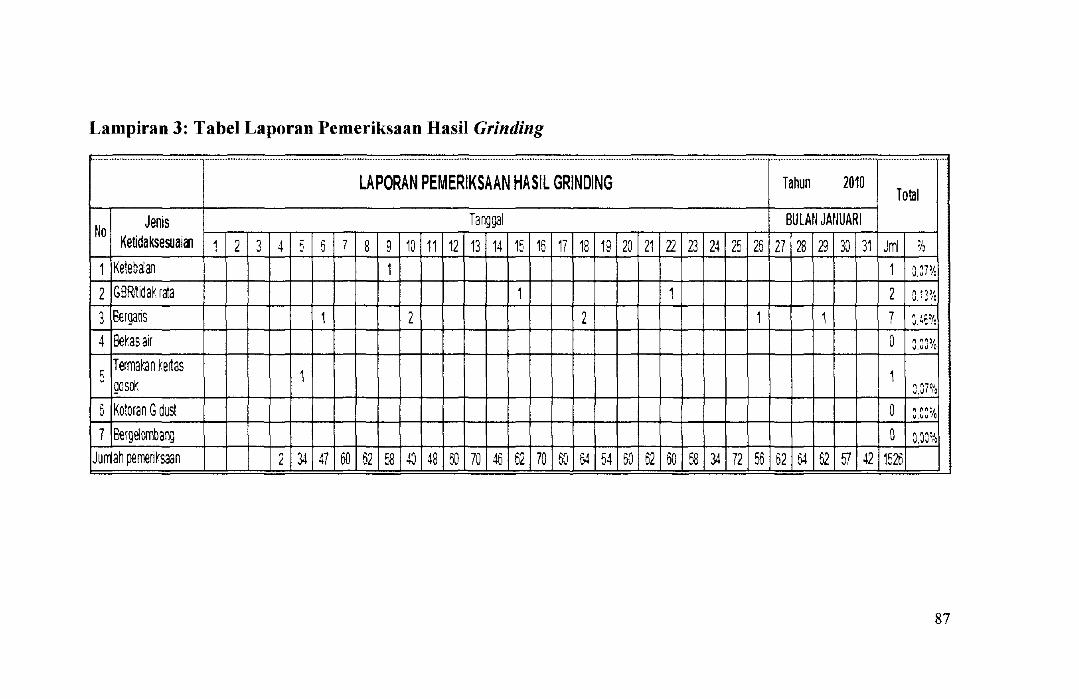
Lampiran 3: Tabel Laporan Pemeriksaan Hasil Grinding
.................................................................................................................................... ....................... ....... j'"
LAPORAN PEMERIKSAAN HASIL GRINDING Tahun 2010 Total
Jenis Ta~gal BULAtl JAtlUARI tlo
Ketidaksesuaian 1 2 3 4 ;; 5 7 8 9 10 11 12 13 14 15 15 17 18 19 20 21 22 23 24 25 25 27 28 29 30 31 Jml ~/~
1 Keteb~an 1 1 0.07%
2 GBRtidak rata 1 1 2 C.13%
3 8ergarts 1 2 2 1 1 7 1\ ~;~/~ IJ • • '.
4 8ekas air 0 1'\ ~I'I~I \J.VVIO
I; Termaf<in kertas 1 1 " gosok 8,87%
5 Kotoran G dust 0 ~,OJ%
7 8ergelornbang 0 0.00% Jurriah pemeriksaan 2 34 47 60 52 :8 40 48 60 70 45 62 70 50 54 54 50 62 60 :8 34 72 55 62 54 52 57 42 1526
87
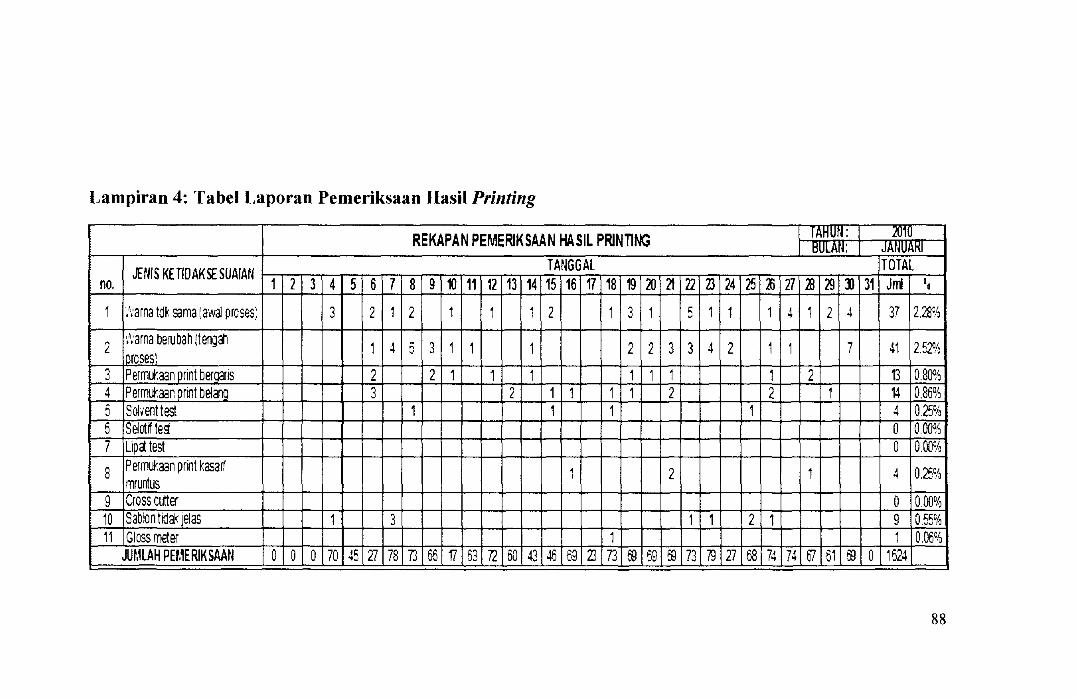
Lampiran 4: TabelLaporan Pemeriksaan Hasil Printing
REKAPAN PEMERIKSAAN HASIL PRINTING IAHurl: 2010 BULAtl: I I.lHJIIJHII
JEWS KETlOAKSESUAIAfI TANGGAL TOTAL no. 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 Z! 24 25 Jj 27 Jl 29 ]I 31 Jrn '0
1 'i:arna Idk 53ma lawai proses; 3 2 1 2 1 1 1 2 1 3 1 I; 1 1 1 4 1 2 4 37 2.28% 0
2 i:':arna berubah Itengah
1 4 5 3 1 1 1 2 2 3 3 4 2 1 1 7 41 2.52% proses)
3 P ermu~aan print berqaris 2 2 1 1 1 1 1 1 1 2 13 0.80% 4 P ermukaan prUlI belang 3 2 1 1 1 1 2 2 1 14 0.86% 5 SoIJent test 1 1 1 1 4 0.25% 5 Selot~ teg 0 0.00% 7 Upat test 0 0.00%
8 Permukaan prUlt kasali 1 2 1 4 0.25% mruntus
9 Cross cutter 0 0.00% 10 Sablon tidak Jelas 1 3 1 1 2 1 9 0.55% 11 Gloss meter 1 1 0.06%
JUI.ILAH PEMERIKSAAN o 0 o 70 45 27 78 73 66 17 63 72 60 43 46 69 Zl 73 ttl 69 Etl 73 79 27 58 74 74 67 61 ttl o 1624
88
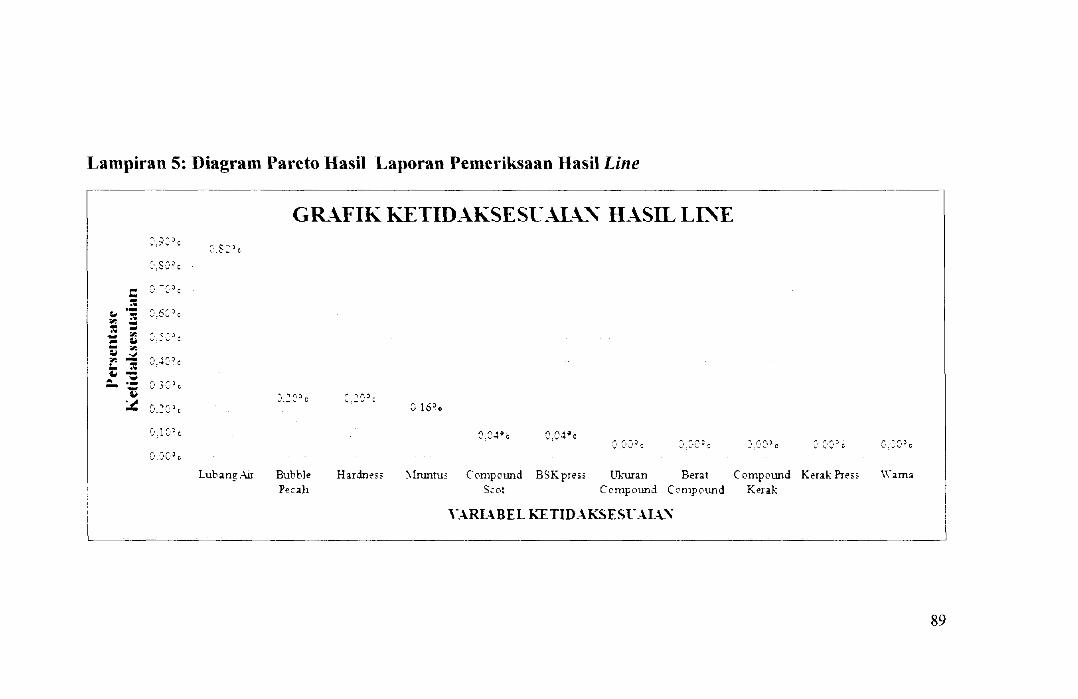
Lampiran 5: Diagram Pareto Hasil Laporan Pemeriksaan Hasil Line
::'}:')c , ... ) C
'.'.'- -r, t: ,",) C ~ .... "
.. .:, -co c .. -.. ,~, ~") c ;" . = v ......... .. .. -- .. :'. ~ C,) C
.. '" - ;" .. - '" ;" ..:t: ::' . .l.:') c '" ~ ~
41 '"::: :'.3C' c
.. .-- -41 ~ C'.~C" c
C')C'~c
C'.':'CO c
lubang Air
GR-\FIK KETIDAKSESrAIA .. ~ HASIL L~E
C'.:C')c ".2-:')'
Bubble Pecah
Hardne"
:}.16'.
\lruntm
0.:;~~(:
Compound Scot
~,C~;Jc
BSKpre;;
"',1',1",) '" ," '-' c :'.C":')c
Ukuran Berat Compound (ompoUIld
YARL\.BEL KE TIDAK"iESL\.L\S
::. ,Ct 2» c :..:·c,' c
Compound Keral-: Pre;; Kenk
C'.:';:') ,
""ama
89
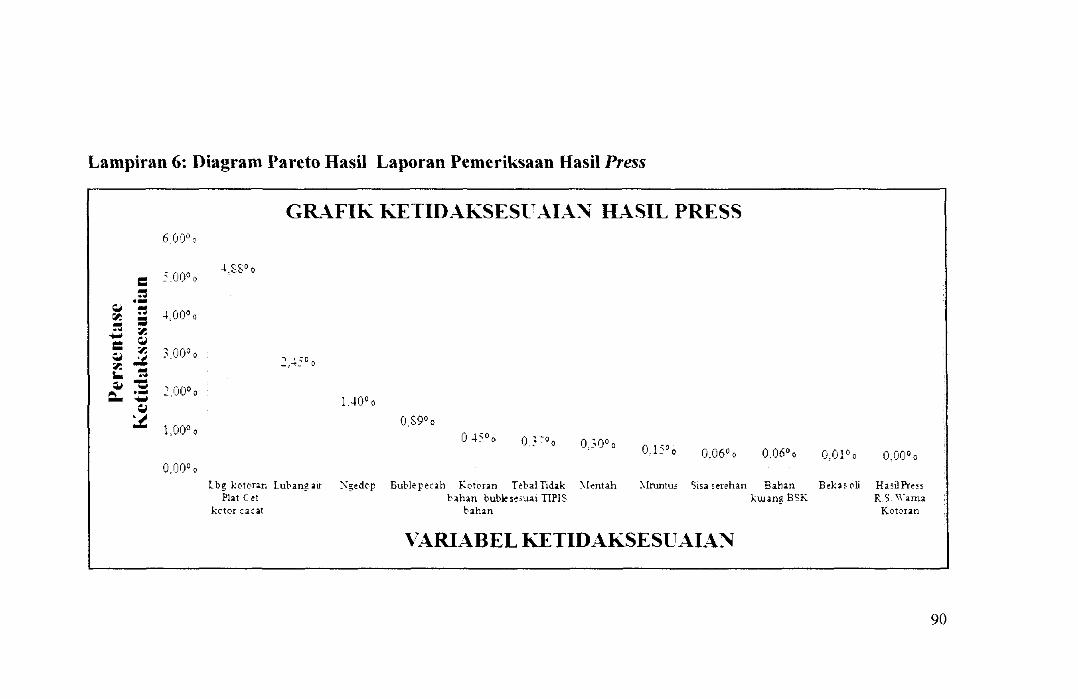
Lampiran 6: Diagram Pareto HasH Laporan Pemeriksaan HasH Press
GRAFIK KETID"--\KSESrAL\S IL--\SIL PRESS 6,000 ,
-l.SSOo
= 5.000 0
~ .-::.I ~ -i,OOo 0 ;,. = ~ ;,. - ::.I = ;,; 3,00°0 2.-l~0 0 ::.I~
;,. ~ -. 1. -l00 0
~-= 2,00° 0 .-Q... ::.I
O,S9° ° :::: 1,00·0 0-l'00 O '-0 __ '" 0
0.15°0 0,30° ° 0,00 0 ° 0,06° 0 0.06° 0 0,01° °
0,00° ° Lbg keteron Lubangarr :\gedep Bublepecah Keter.n rebalTid.k \lentah \lruntu, 't;"ereh.n Bahan Bek.,oli HasilPress
Plat eet bahan bublesesual TlPIS kwang BSK RS \\"ama kotor ca::at bah.n KNNan
VARIABEL KETIDAKSESUAIA~
90
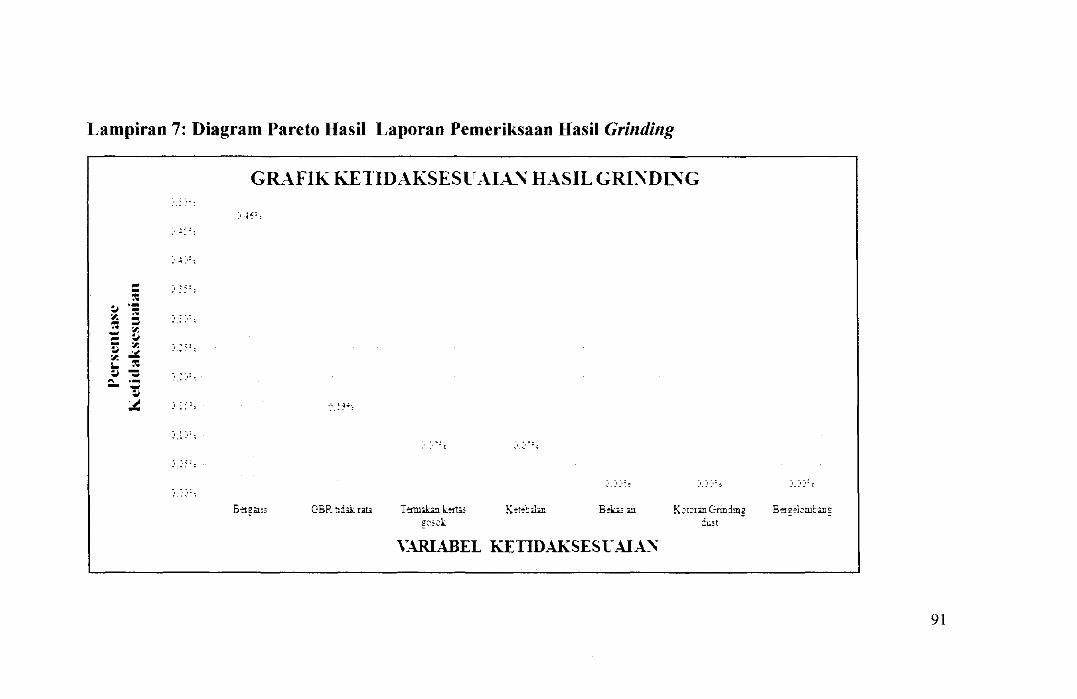
Lampiran 7: Diagram Pareto HasH Laporan Pemeriksaan HasH Grinding
to:
:'1" ,
:'.\ .,. ,
,.. :'.:::; -~ .-~ - :'.3,'-; ..
'" -- .. .. '" - ~ ,..
~ ~: t: '" ~ '" -~ ..
~, '~,: ~ "; Q.. .--~
:.t! -:::.
:' ::,:
.;; :
..
GRA.FIK KETIDAKSESFAIA_ ~ HASIL GRI~D~G
.. ~: :
:l.!.H·;
EetgiU5 OER n,!;'krau T =abn k.,-u; £";ok
.... ' ":
K~t~t;l::n
:' :.: ~
B~h; "l
':UUABEL KETIDAKSESLUAl\
:,.:.:,: ~
Kot2rID Gnn:!1D2 :iust -
.... '
E",£~lomt::n£ - -
91
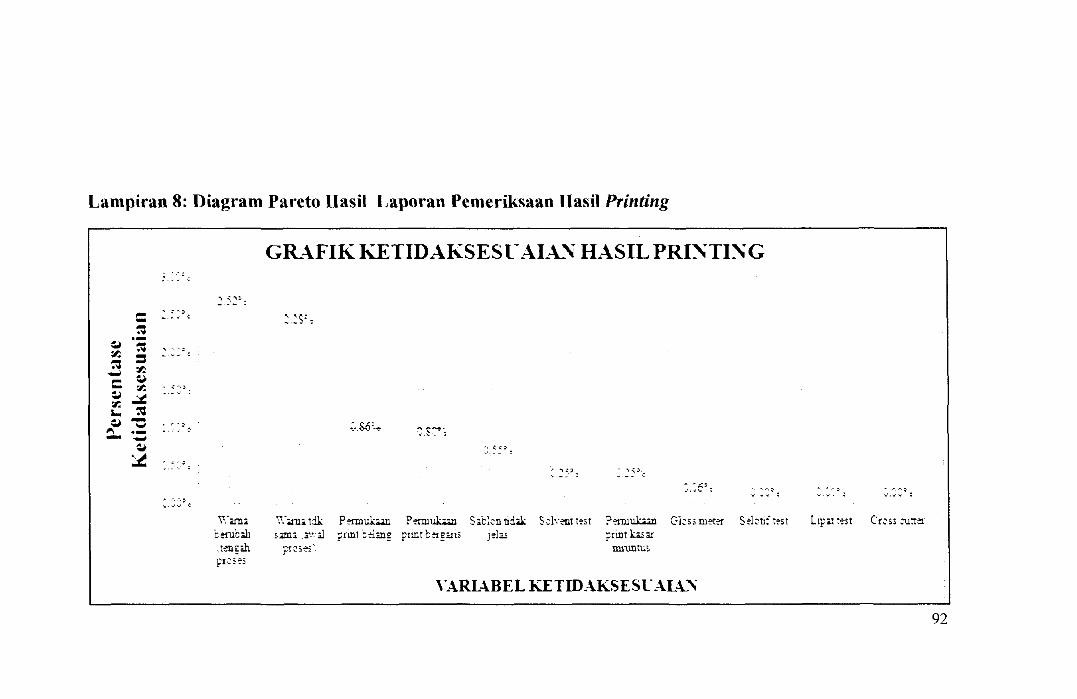
Lampiran 8: Diagram Pareto Hasil Laporan Pemeriksaan Hasil Printing
,A:
... 2,: ::~ ~ --." .-:..I ~ ., '-'~. ~
== ~ ~ -- :..I ... ~ ~ .. ,;.. -:..I ~ ~ ~ I.
"0 ,-,-: :..I
'" .-- ...... :..I
~
-, ,'"
.' .. ' -:
'"I 5~~:
GR..\FIK KETIDAKSES r AlA .. " HASIL PRI~TI~ G
'\ '1": _._, ,
~;S6'.~ ~.S~!
".;: ,
.- ""l';: ~ .~~' ': :e: :'::: :
- -,,-, - ,".-: .' .. ' .. ' :
',':om. '.':om. til P=uk= P=uk= S.'cl~n tdol: Sd· .. ~ttt5t P=uk= Gl~ss mtt~ Stbn: ttS! ltpartt5t Cf~;S ::u!t~ :erubh ;:;m:;:;'.':;] prm! "tlang pmt :ergar,; lei", Frmt bsar
lll1unt\.;,.:; !~~;,h PO;t;" pl~S~5
YARIABEL KETIDAKSESL\.IA.. '\
92
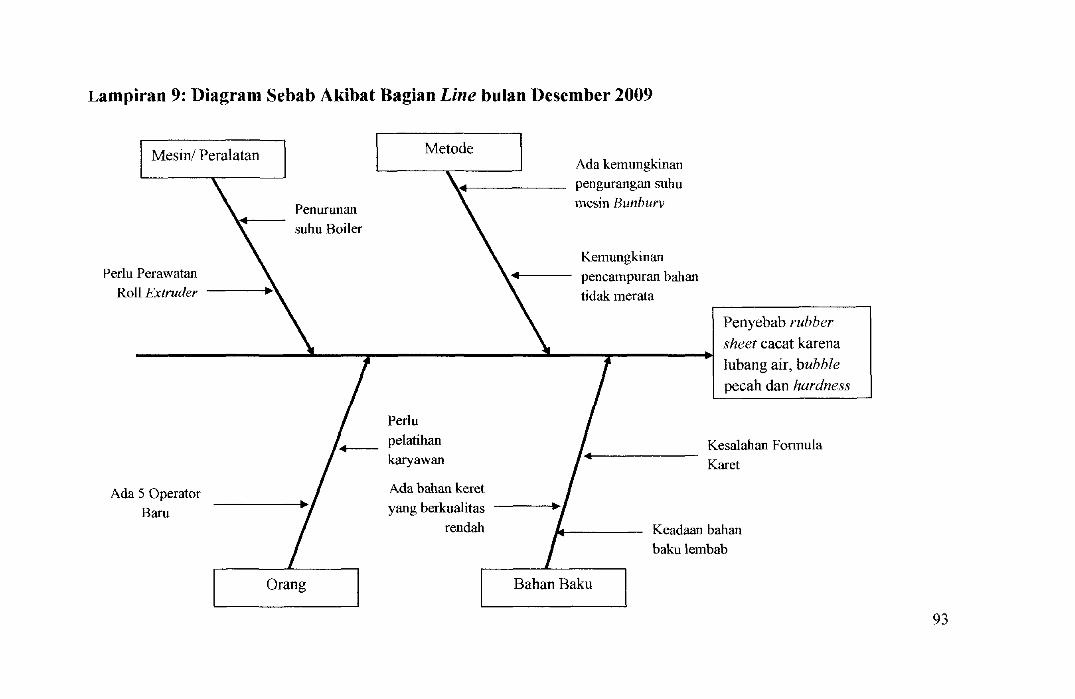
Lampiran 9: Diagram Sebab Akibat Bagian Line bulan Desember 2009
Mesinl Peralatan
Perlu Perawatan
Penurunan
suhu Boiler
Roll Extruder ..\
Ada 5 Operator
Barn
Orang
Metode
Perlu
pelatihan
karyawan
Ada bahan keret
yang berkualitas ./
rendah
Ada kemungkinan
pengurangan suhu
mesin Bunhurv
Kemungkinan
pencampuran bahan
tidak merata
Penyebab rubber
sheet cacat karena lubang air, bubble pecah dan hardness
Kesalahan Fonnula
Karet
Keadaan bahan
bakulembab
Bahan Baku
93
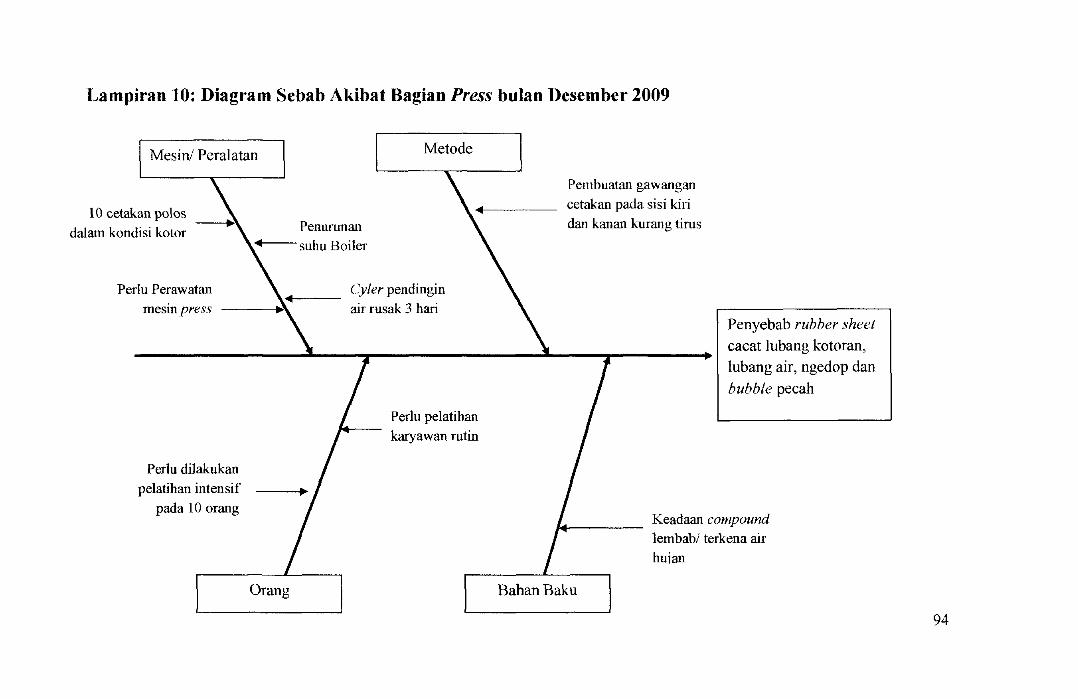
Lampiran 10: Diagram Sebab Akibat Bagian Press bulan Desember 2009
Mesinl Peralatan Metode
Penurunan 10 cetakan polos
dalam kondisi kotOf \ 4 suhu Boiler
Perlu Perawatan mesinpress
Perlu dilakukan
pelatihan intensif
pada 10 orang
Orang
Cyler pendingin air rusak 3 hari
Perlu pelatihan karyawan rutin
Pembuatan gawangan
cetakan pada sisi kiri
dan kanan kurang tirus
Penyebab rubber sheet cacat lubang kotoran, lubang air, ngedop dan
bubble pecah
Keadaan compound lembab! terkena air
huian
Bahan Baku
94
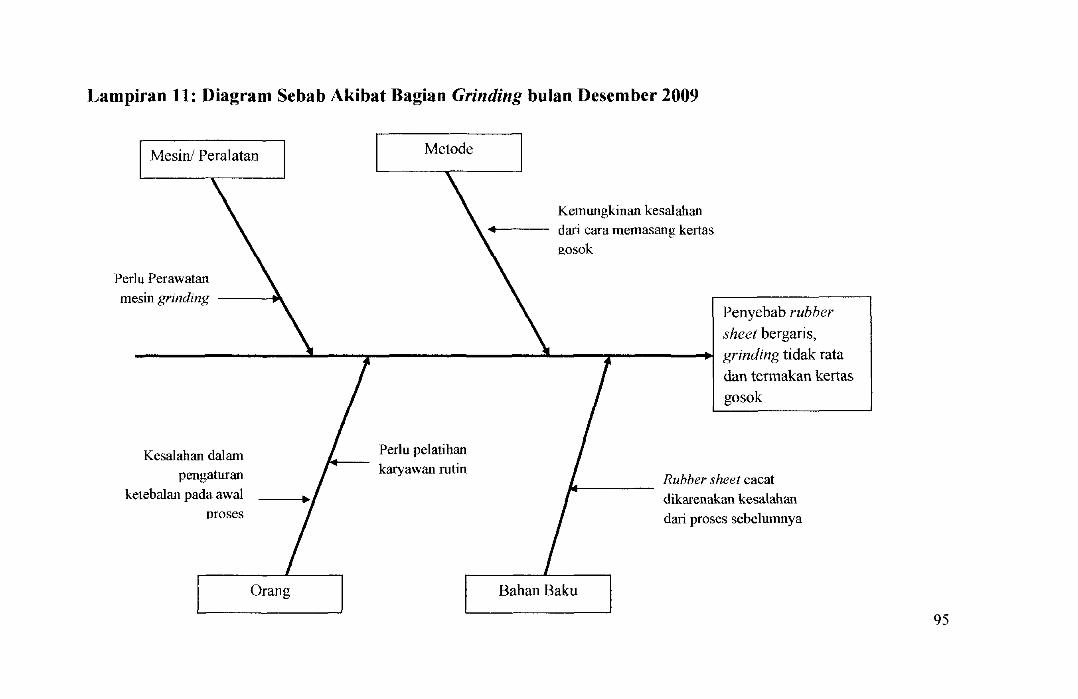
Lampiran 11: Diagram Sebab Akibat Bagian Grinding bulan Desember 2009
Mesin! Peralatan
Perlu Perawatan
mesin grinding ""
KesaJahan dalam pengaturan
ketebaJan pada awaJ OTOses
Orang
Metode
Perlu pelatihan
karyawan rutin
Kemungkinan kesaJahan dari cara memasang kertas gosok
Penyebab rubber sheet bergaris, grinding tidak rata
dan termakan kertas gosok
Rubber sheet cacat
dikarenakan kesalahan
dari proses sebelnmnya
Bahan Baku
95
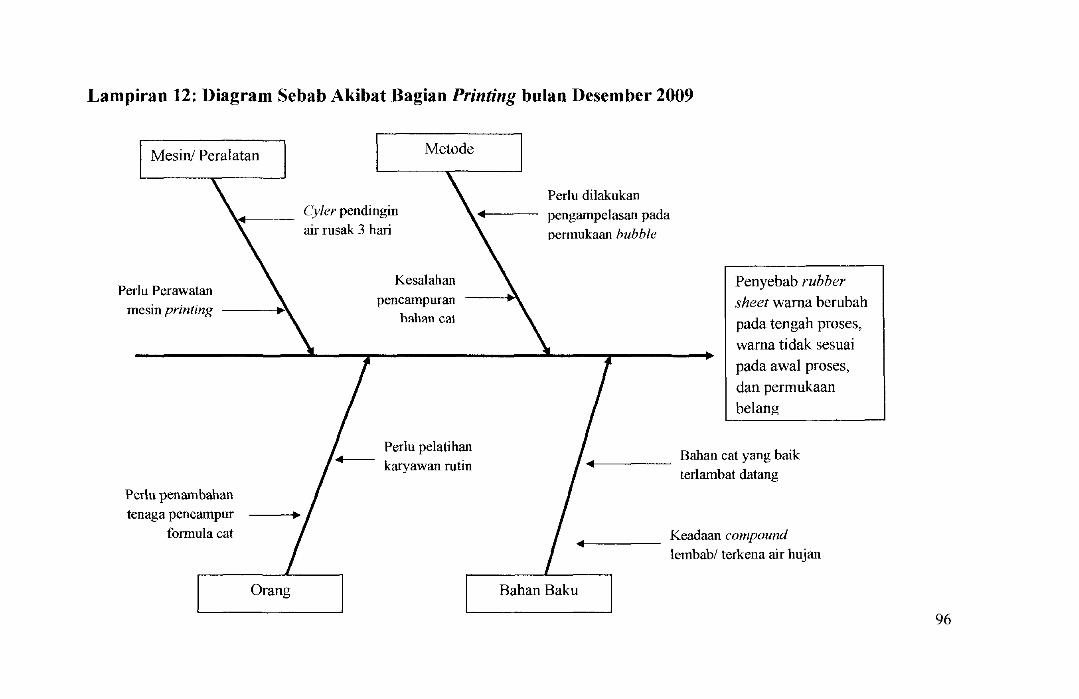
Lampiran 12: Diagram Sebab Akibat Bagian Printing bulan Desember 2009
MesinJ Peralatan
Perlu Perawatan mesin printing
Perlu penambahan tenaga pencampur
fonnulacat
Orang
Cyler pendingin air rusak 3 hari
Metode
Kesalahan pencampuran
hahan cat
Perlu pelatihan karyawan rutin
Perlu dilakukan pengampelasan pada pennukaan bubble
•
Bahan Baku
Penyebab rubber
sheet wama berubah
pada tengah proses, wama tidak sesuai pada awal proses, dan permukaan belang
Bahan cat yang baik terlambat datang
Keadaan compound lembabl terkena air hujan
96
Glosarium
Affinity Diagram
Alat brainstorming yang digunakan untuk mengumpulkan jumlah informasi
yang besar dari banyak orang. Ide-ide biasanya ditaruh pada catatan dan
kemudian dikategorikan dalam kolom-kolom yang sarna.
Analyze
Fase DMAIC dimana detail proses diperiksa dengan cermat untuk peluang
peluang perbaikan.
Balance Scorecard
Mengkategorikan ukuran-ukuran yang terus menerus ke dalam empat area
signifikan: keuangan, proses, manusia, dan inovasi. Digunakan sebagai alat
presentasi pada sponsor, manajemen senior dan pihak lain.
Cause and Effect diagram (Diagram Sebab dan Akibat)
Juga dikenal sebagai "Fishbone" atau "Ishikawa Diagram". Merupakan alat
brainstorming kategorial yang digunakan untuk menentukan akar
permasalahan dan penyebab potensia1.
Capabilities
Suatu kemampuan memanfaatkan sumber daya yang ada agar memperoleh
core competence.
Check sheet (Lembar Periksa)
Form, tabe1, atau lembar kerja yang memfasilitasi kumpulan dan kompilasi
data, digunakan untuk mengumpulkan data.
97
98
Competitive Advantage
Daya Saing, merupakan kemampuan perusahaan dalam bersaing dengan
competitor.
Competitive Disadvantage
Kondisi dimana suatu perusahaan atau organisasi kehilangan daya saingnya
sehingga mengalami kerugian.
Control (kontrol)
Fase DMAIC dimana suatu proses beroperasi dalam batas vanaSI yang
diinginkan.
Control Chart (kartu control)
Plot waktu yang terspesialisasi atau kartu jalan (Run Chart) yang
menunjukkan kinerja proses, mean (rata-rata), batas kontrol, membantu
menentukan pengaruh-pengaruh proses terhadap penyebab-penyebab biasa
(nonnal) atau khusus (unik).
Core Competence
Suatu faktor yang menjadi kunci kekuatan bersaing dengan kompetitor yang
memiliki criteria menguntungkan pelanggan, tidak mudah ditiru kompetitor,
dan memiliki manfaat yang luas.
Cycle Time (waktu siklus)
Semua waktu yang digunakan dalam sebuah proses, meliputi waktu kerja
actual dan waktu tunggu.
Defect
Semua contoh atau kejadian di mana produk atau aJsa gagal memenuhi
persyaratan pelanggan.
99
Define
Fase pertama dalam DMAIC yang menentukan masalahlpeluang, proses, dan
persyaratan pelanggan.
Diagram Pareto
Alat kualitas berdasarkan prinsip Pareto. Dimana menggunakan data atribut
dengan kolom-kolom yang disusun dalam urutan menurun (descending)
dengan kejadian-kejadian paling tinggi ada di urutan pertama. Yang
membedakan 20 persen item yang menyebabkan 80 persen masalah.
DMAIC
Singkatan untuk Perbaikan Proses/ Sistem Manajemen yang terdiri dari
Define, Analyze, Improve, dan Control.
Efisiensi
Ukuran-ukuran yang terkait dengan kuantifikasi sumber daya yang digunakan
dalam memproduksi output sebuah proses (misal biaya proses, waktu siklus,
sumber daya yang dikonsumsi, biaya defect dan pemborosan). Hubungan
hubungan terutama kepada profitbilitas perusahaan.
Histogram atau Plot Frekuensi
Kartu yang digunakan untuk menyajikan secara grafis frekuensi, distribusi,
dan keterpusatan sebuah populasi
Improve
Fase DMAIC dimana solusi-solusi dan ide-ide secara kreatif dibuat dan
diputuskan.
Input
Semua produk, jasa, atau bagian dari informasi yang masuk ke dalam proses
dari pemasok.
100
Kapabilitas Proses
Deteminasi dari apakah sebuah proses, dengan variasi normal, mampu
memenuhi persyaratan pelanggan. Mengukur tingkat proses delam memenuhi
peryaratan pelanggan dibandingkan dengan distribusi proses.
Kualitas
Konsep luas yang mencakup tingkat kesempumaan, atribut pembeda,
kesesuaian dengan spesifikasi, standar perbandingan yang dapat diukur
sehingga aplikasi-aplikasi dapat ditujukan secara konsisten kepada tujuan
tujuan bisnis.
Manajemen Proses
Proses yang telah ditentukan, dimonitor pada basis terus menerus yang
memastikan bahwa ukuran-ukuran memberikan umpan balik dalam suatu
proses.
Matrix Analysis
Alat pengambilan keputusan yang digunakan ketika pilihan-pilihan potensial
harus diperharapkan dengan faktor-faktor kunci.
Measure
Fase DMAIC dimana ukuran-ukuran kunci diidentifikasi dan data
dikumpulkan, disusun dan disajikan.
Mruntus
Merupakan istilah jawa yang digunakan dalam perusahaan ini untuk
menggambarkan jenis kecacatan yang teljadi. Kondisi ini berupa terjadinya
bintil-bintil kecil pada permukan karet sehingga kondisi kualitas tidak sesuai
standar yang ada.
102
SIPOC
Singkatan dari Supplier, Input, Process, Output dan Customer. Digunakan
untuk menunjukkan sekilas sebuah proses tingkat tinggi.
Six Sigma
SPC
Istilah yang digunakan untuk menggambarkan inisiatif Perbaikan Proses
dengan menggunakan ukuran proses berbasis sigma dan atau usaha untuk
kinerja leval Sig Sigma.
Statistical Process Control, menggunakan analisis dan kumpulan data untuk
memonitor proses, mengidentifikasi kineIja, dan menentukan variabilitasl
kapabilitas.
Variasi
Perubahan atau fluktuasu dari seuah karakteristik khusus yang menentukan
seberapa stabil sebuah proses.
~
l;\
l 1-cs-- ~ ;:.~ ,f
~ 1 'f f: &-<;:
c:...
1
1
, ,
j i
1
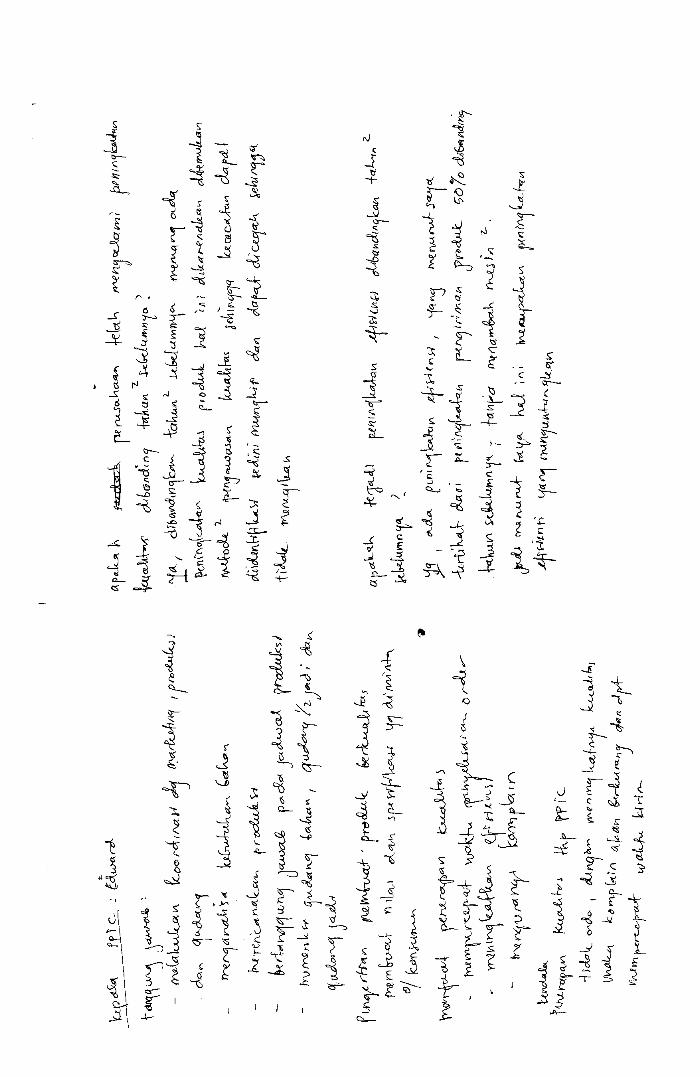
~~&C !:11 rr-in\ .. r, : ":',1.cJt
f-.,thl~Uj J~: _. . )'N.. f'U'-nksu La.. (tin{ b~ VlAV, pro n Ii J - INl",klu.", mVl~/{~ k..uaJ/llo<..s '''''} frink,
- )N",,~ iPrn;(VI ~f-,..J gc>ct'av> P"rvHj r(r(r~aV\ YN'wd,.<oe.~ P"~~ gcrfv..<.., •. td«J
r-<1'1iv..a..\- baN;th...j 11 ba,~ Jv"m -+,'''!''.J_ ~ IY\Ota,~ NV\.t~pL;V1 ~r,...J
- ~H'qU.H1NF Jl{,~!n L~" rroJ-uL-- "'-.Q h1 \). V"G\ "1 J k VIA red ,.., O'Cq rJ lo n~ hu '>
f\V\..rr~V\ (r><-... ¥riM",
)h.t ru po-u '" (YC(./--o ct. U'1.kl fNlUf~r f'()J..c,.( ~ca..f.
~~ r-YU.""r"''''- n K rf[VV~ .. _ 'ill;: N~" C4 M 71 LeJ,,~ GUll u; fY\.» J1nrr6or,L f:.w4\~
~
La "'q 1cA\iI rV\LM\-",,"l n)( n1~
- Yl.l~F\(AV\ -lU)tJc<tV)
)NV\r.t~Fb",. c\aJ"l fRf>"k'rlksCC"l1/l c;fu..c..k skf-.J-dL-\'\,dc_ sa"'-!' [I Il'(
rN.-lctfCM..k..", VI ~ V\CCV~« (a,-e/-.8
- Y/'l" c.r rl ca rQ fir-{; at Lt", '. (/t<..>.e 1f<-01 elf _ rxbkb,"l L.~(,,~ i
\:-t~&v~9I /,Nm(>"t'" F"1~J""V> r~ _ r\"(<9C6-~ WQr-nO\ "~o5ct~ fqf,¥Lg4 ,0, ~
f' I'\c..c~lu.,", W"C rVlq W1a'>' ~ ~~Lu.k.aV\ .k0(r"r ()'\a~
ctrl7-W ~~I
'..e-'
');)C s'l~ rkr",J 1'VUJ114 Wk r-vf..vck
r~ ~"J& 11);
J.a r4 ~~,,\J",- IN ffVjW£u,..... ~tJ
arctLth te?OcJ.1 1'fV7If\1fu.v~M ~{..f f"'d.M..k
ctl~VlJ.I-"1 fikuk'- S<--G ..... ..c ...... .....,""t' ?
~ I ~ rVt;ni\~(.q", ~l rr~l
q pc<.Ltt.. -U ''j'''- ct, r VI I"; Ivt ~ f..t I-w vt ~ ?C&-du '" /1, '1 "t ~
f ...; -!.ytV; d; [;..v, ~ rr ~/.c
J~ cuf'.<>t fk'l' "'1 ~ ~ '" fffJ-i .. aL J..-I Pi r
j
f' ) ~ ~
~ ~
:l: <i.
~ ~
r ~
.~
!
1 t r
" ~~ J~~ I:nJ
-Kt"'l'r'j ~~: ~re~~" {u'J'l ~~Q" JoV\ 'NiJ~lot" froJ.uJL)(l \,,,,~ /'q VI ~rt~I-"'1 'k5u-el) J.ui'w.Ji rplC
- fr<""~(L~. kr"" rQ\"1 ht<Yi \ 1(,1')'\dl/'1
\I'-Ni~) 4·\....0, '" C\"''' ~ jcMNo. f-1c ~O:\) ( r r6J-tAk Ii irlnJ''') 0Uj""' KJ-<A.q r" +<1 "'f+- r 1 ~ 1
f q~ ,jid V\ I'NI ""~ r ~ ra,/ b(t{ .. <~ f-c.)
fN~1-- ~(t1'1 11 ~(L ~~~ rl'\.er-o-tpaVl ~"r-z.3
\'W\jl(Y1-1~ r~V-0~'
/Q~~ .)0<":1 ~kJa:(! £.(X~+- PC0£."""P"", ~J +l'ot",lc apt.." )ce...Mq ~"Ct' ~rurcxfu~ klrAJ
eM ~n!nd"'J frJctl rrtRYMf"'I"L'1"'ruMl h.A.-I/ I'~SI
l-I~ &U:.a.~VI l"'i ki~; J~ iV')\.J')j t...,b..--, 0. i r- I Wo. ") to f." ~ VI r {u.&& 1 bsl
\v1 "-,,,tv..) , eo r-<t"'1 + rof,d:. ~ ~ /1.) t Pvn,j,.."'; Y\q J ~ £.a.ht.""
..
(J.~d.k.a baj - i \,1\'\<;1: 'V\7 d.aJa (YI AA--< '[Ct-<vo.yJ ~J - ""'~J a.lu.... \Z..,., ~ . leo n/-N> ( lu /<1 ~ vN:,~ ;, k,<I: ~ ("'4 ~r ~ h;.,viq \It. ~ n:t ,-uJi Yl
~FiM~ "J", FQhl'I\.'i\c«A"'.'~ ~[u?z,! rJ...t~' ~JwnL s..ck \ u. '" /10'("" 7
~ Jo"" h.uil 1 ("JrlOt l "3 rk~ dit ~v{-FUru~ J CA Ihi..a.~ b z.
.(aLe ada ("m'"(ied." 1''''''' ""7' c£ G-a. n J1 n; -I.z t.. C-( h. ~ f-t-e&.t. 'h 17<1" ?
'k- ,ct~ I ho. uru)- f'8<--'jOi S"cvd- (~, d..e"'j6'lYl
J lM'1--~ ~ YVu H n 1 NYld( My j-'l 'f fC( m<'f , Act yil Pro~t.Yi hv I klna.!d/\ ber/1 '1~
kg r~q b'4''''II\. ti {)r.'1 : f1-v-d;
t d ""1OJ~ ~ --
~n\'Ctp~V' rr~ ca4 n tX-la",-cV1~t\<tlut., ')n.("""GotN'clc",,,, Parr'" kc.r<'t<:M C-rJ..f' fY\R"'J~Yll .. ,,", rrl~\O-l ~""1'OUI\ fv"'A\-1f\i ~lv<>ul rctwcrf nrc
\n' ""kto,\-- l.Lf'X'r-GlA h..,..0 \ f l-octM.bj prl fitt 1 f)'\l'1INt> H\MV\ J" '" ~JavwCtJ I huJ;Ir"c:t<-t~ q
Cfiijt<r 11'UY\Q~Lt.hi t.c"r~ ~"f1
fv't rf-<-ClV\ V\A-i-~ rk~ ~'h<f
trt-~l ~r<A"1 \"" ~UJ d4'" ~ ~ ~~(-- rM /'CllPQ"1 )~'~I
- ~r0l~ rN'iU rnncr fovt{P~ ~ h . k~\- aw\'l(~~~ r~~J
- da~t fW2 VI "t L~ .er ~V'LVI
l~nMa.. Fl'V1rapct<1 ~~J
-h,kl ~, /:arr-£n«. ~Nre{r~ aU rNn(.;7 tlJ,,~ Nhiumny h..ri! prO~'1
flpz 'u~V<JI..."V\ f"'-~ ~d..41 fA'" fn~J
- wO\~VV\ +, J.-.w.. ~Yvco-: ( ~ e.aA I kfuJ <1,--;'"
\AN\",--l. G~ /J -) iH k , [c4,otj ctl r I ro!9tk
..
~hu ,,~-. oru r<;tt-z,,-,r ~ , """'" , " '" - p"- AA ctwcJ' r ro K I, f1'\t r<UVQ f Pa' Cta", ~ Z ch rl
~r1nA\'1\1 .\.c"f-ul (\'UN\.clr.t~'" iXt~V1'J \:::<0 r don f,«W'lFw7..
~ p"J1a. ~\.Jtlr- r rOkS , o('-"vrth>r hrf ~p"J l'I'Ve<l''>4hLqIA
\"v< '" "'J 1 ;-",,t, A rfq-, </1. i ~ g
\0~h... tf7r,~ &c ~Ia",- ~V-I~(f\cl '.
1~'({MJCtH Cl-1A r WQ-rfVl k{-ap ~ I ~[<Z~'1 \,C~ ~a1d-'\ ( f~k &ctrc<f '1a "":1 JI fvtY1I~V\ ~h7';'f\ ~k'l,k iCtMfl(VJ /(~ y
[yv1I\t\.c<,f-,kqV\ 'iJl.1<11 14 tAl~.J1I~ ~I ~}4-u--r ckL
q\.p~h rAM (Xh;"1(caJ",,,, ~fu, pro~k:. d,&:'ndI111CCP''''-.
-taku'" L ~(\'{Vl<"-1"'- ~
it ' ~n k.s1 r pN7AAbJ FMI\H, 'Y'clI'{'PnRJ 4~aF ~h\"1~V\ ~~i I ~ (
e{r tt[(a,~ rArJ.o (4'nl~1 r~i",,, f rJ,f flH d, &a. nJ( A 7 1.th.,L/., L
\!u~ktVl"n 1"1. ~
i"" ~ ;Oll'~i1 f W1751 i fur
t ~
o n
(
J ~
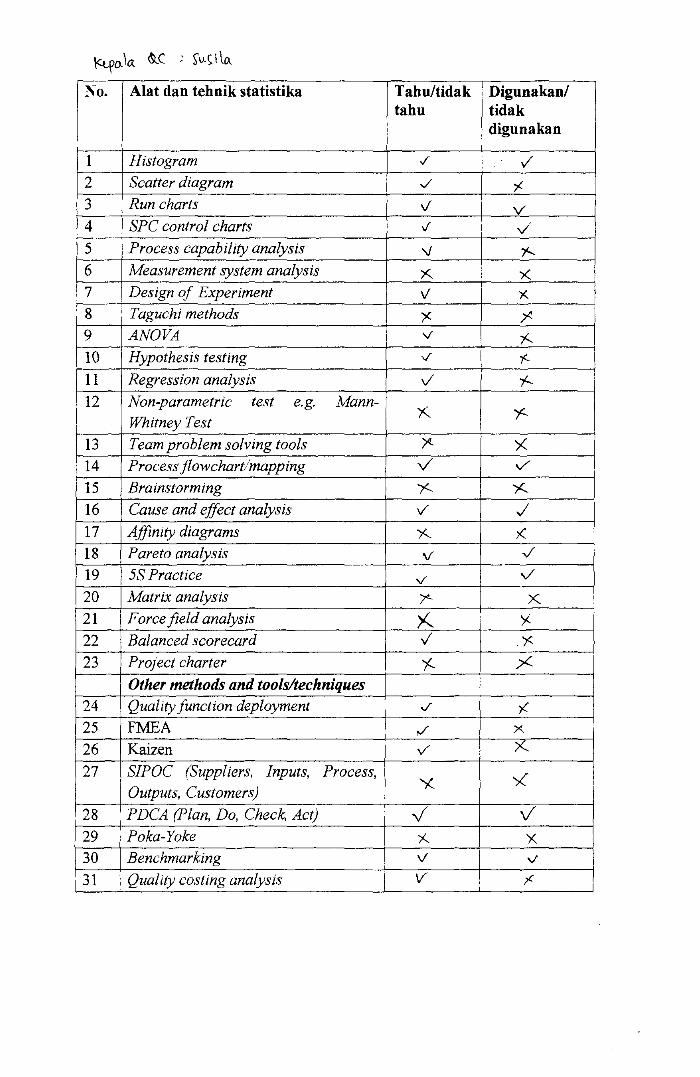
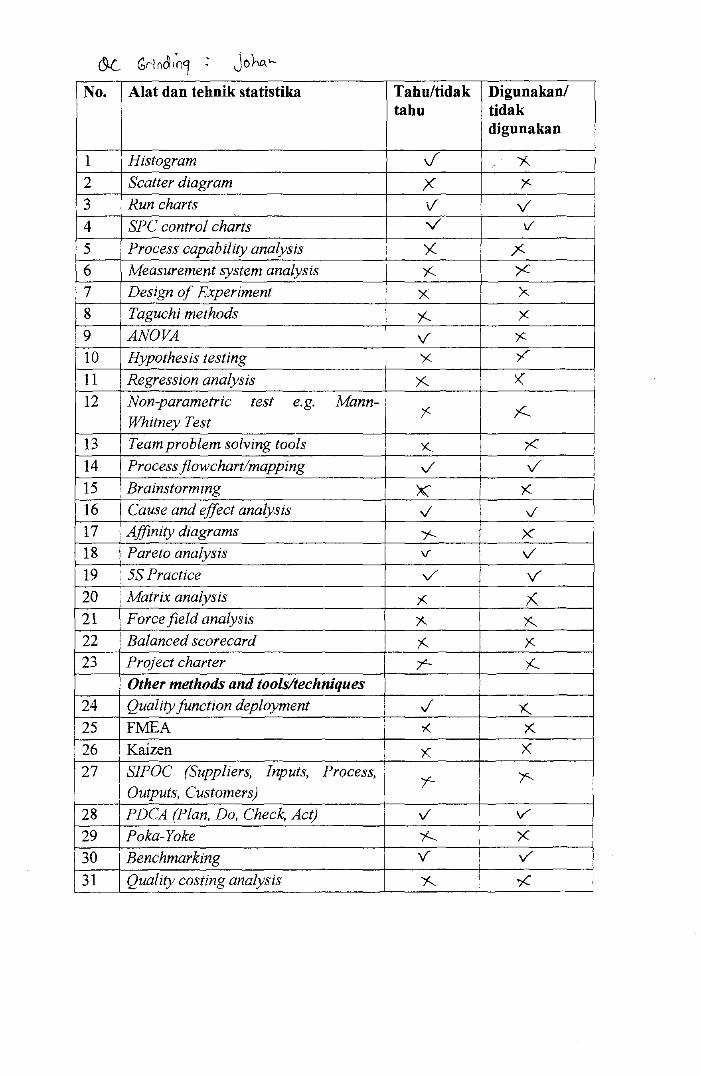
No. Alat dan tehnik statistika Tahultidak Digunakanl tahu tidak
digunakan
1 Histogram ./ v 2 Scatter diagram ../ ~
3 Run charts ..; V 4 SPC control charts v v' 5 Process capability analysis './ 7'--6 Measurement system analysis :><- x: 7 Design of Experiment V X
8 Taguchi methods >< ~ 9 ANOVA v 'f.-. 10 Hypothesis testing v- i-
11 Regression analysis 'Ii i--12 Non-parametric test e.g. Mann-
'f..-. Whitney Test 'f-.
13 Team problem solving tools ;>'t >< 14 Process flowchart/mapping V v 15 Bra instorming 'f-. IZ 16 Cause and effect analysis v "j
17 Affinity diagrams ~ )(
18 Pareto analysis v .../
19 5S Practice v v 20 Matrix analysis r x. 21 Force field analysis ')( y
22 Balanced scorecard v .)(
23 Project charter 'f- ;>< Other methods and tools/techniques
24 Quality function deployment .v )f.
25 FMEA ,/ x 26 Kaizen v I<--
27 SIPOC (Suppliers. Inputs. Process. ')( Outputs. Customers)
',(
28 PDCA (plan. Do. Check, Act) V V 29 Poka-Yoke 'I--. X
30 Benchmarking V v
31 Quality costing analysis V JC
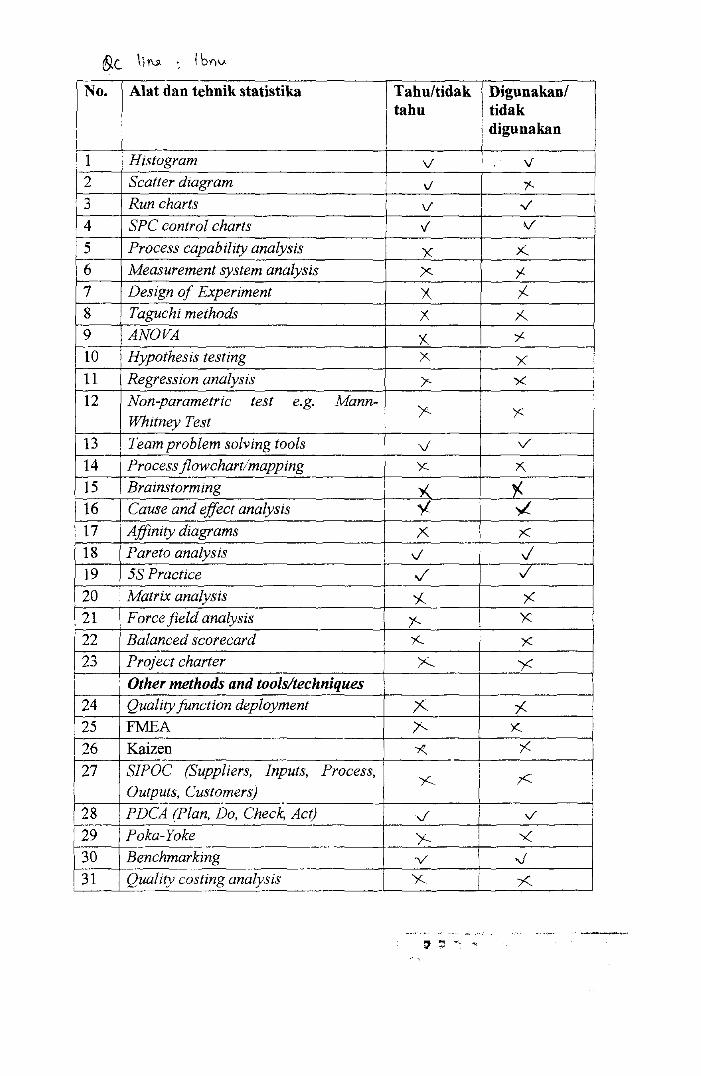
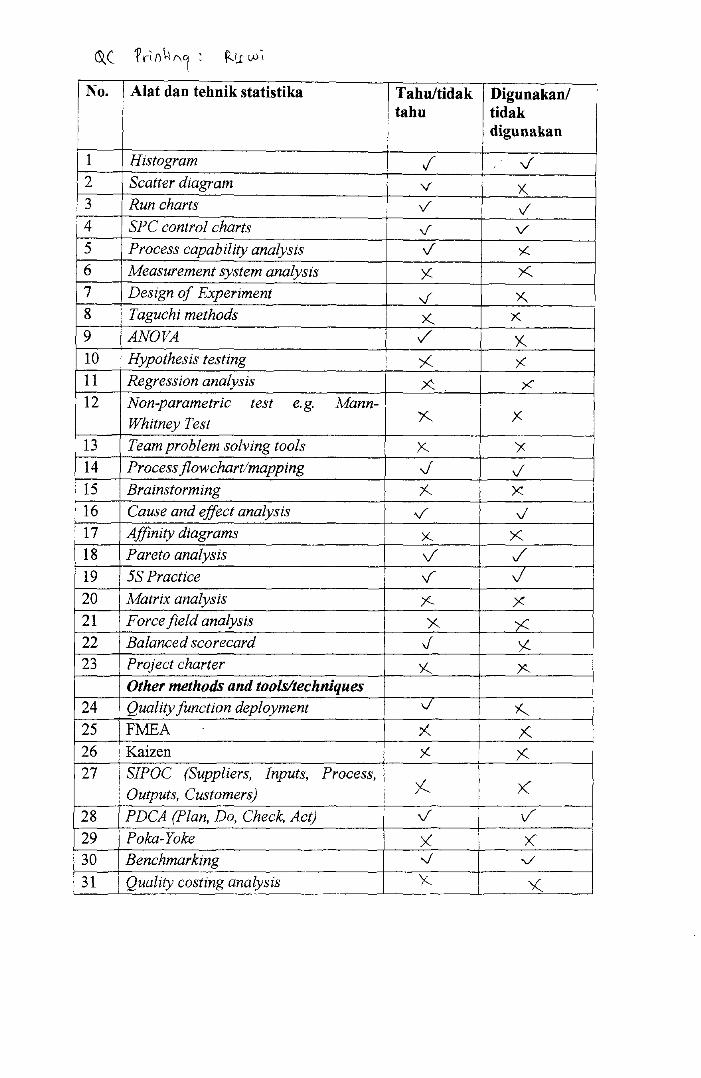
No. Alat dan tebnik statistika Tabultidak Digunakanl tabu tidak
digunakan
1 Histogram V v 2 Scatter diagram Ii "'f-3 Run charts V v 4 SPC control charts v IV
5 Process capability analysis X ><. 6 Measurement system analysis ><- 'I-7 Design of Experiment X I-8 Taguchi methods X ~
9 ANOVA X. )I-
10 Hypothesis testing :x- X 11 Regression analysis )<- x 12 Non-parametric test e.g. Mann- y.
Whitney Test )<.
13 Team problem solving tools v V
14 Process flowchart/mapping X- X 15 Brainstorming )( )( 16 Cause and effect analysis Y "L. 17 Affinity diagrams X t< 18 Pareto analysis V -I 19 5S Practice v v' 20 Matrix analysis 'f.-- ;>(
21 Force field analysis "1- X
22 Balanced scorecard l<- X
23 Project charter ><-- y Other methods and tools/techniques
24 Quality function deployment X "I-25 FMEA 7' K
26 Kaizen -,.z ;>(
27 SIPOC (Suppliers, Inputs, Process, ~ ;<
Outputs, Customers)
28 PDCA (Plan, Do, Check, Act) .J v'
29 Poka-Yoke Y-- X 30 Benchmarking v .J 31 Quality costing analysis Y. /Z
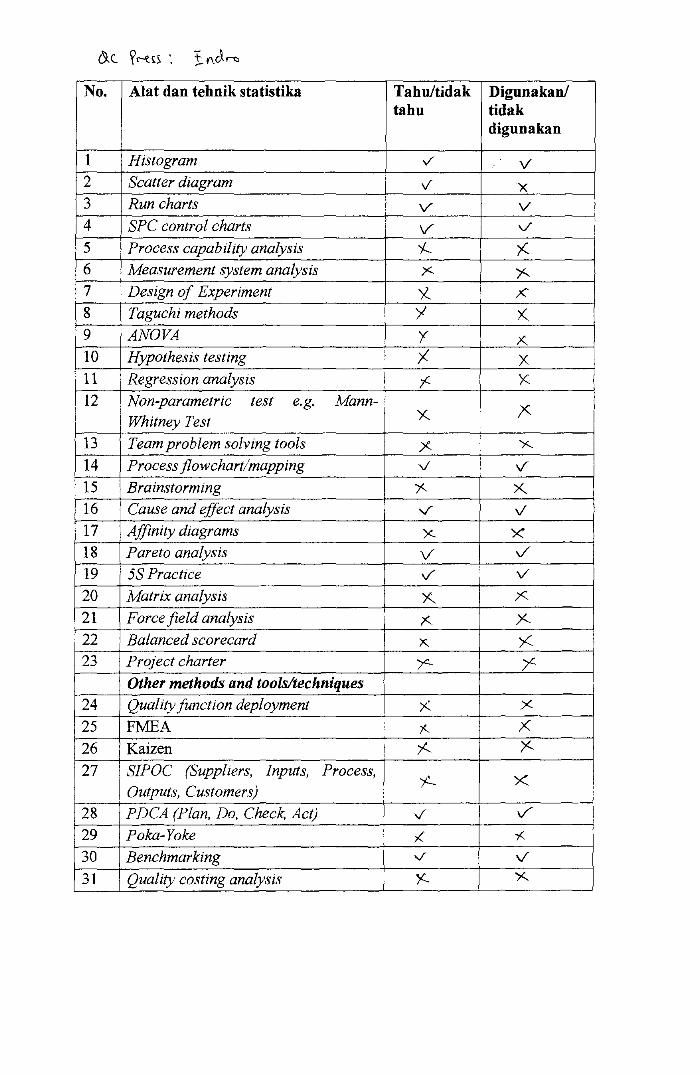
No. Alat dan tehnik statistika Tahultidak Digunakanl tahu tidak
digunakan
1 Histogram v V 2 Scatter diagram if X 3 Run charts V V
4 SPC control charts V v 5 Process capability analysis 'I-- f... 6 Measurement system analysis ><. ~
7 Design of Experiment 'K ,<
8 Taguchi methods ';I >(
9 ANOVA 'f X. 10 Hypothesis testing ;: X 11 Regression analysis "l- X 12 Non-parametric test e.g. Mann-
7-Whitney Test X.
13 Team problem solving tools )Z ')<...
14 Process flowchart/mapping v v 15 Brainstorming )<.. >(
16 Cause and effect analysis v if
17 Affinity diagrams )<. X 18 Pareto analysis V v 19 5S Practice v v'
20 Matrix analysis X. )<.
21 Force field analysis 1<- >Z-22 Balanced scorecard x. >< 23 Project charter r Y-
Other methods and tools/techniques 24 Quality function deployment )( X
25 FMEA 1-- ;(
26 Kaizen 'I--- )Z.
27 SIPOC (Suppliers, Inputs, Process, '/- X
Outputs, Customers)
28 PDCA (Plan. Do, Check, Act) V- I/'
29 Poka-Yoke I- -f-
30 Benchmarking v v 31 Quality costing analysis Y- x.
No. Alat dan tehnik statistika Tahu/tidak Digunakanl tahu tidak
digunakan
1 Histogram V 'j....
2 Scatter diagram X ';<
3 Run charts 1/ V 4 SPC control charts V- 1/
5 Process capability analysis X ;< 6 Measurement system analysis Y---. ;K
7 Design of Experiment X- X
8 Taguchi methods Y---. X 9 ANOVA V y:..
10 Hypothesis testing X '/
11 Regression analysis ><- X' 12 Non-parametric test e.g. Mann-
;Z Whitney Test
;<
13 Team problem solving tools x.. r< 14 Process flowchart/mapping v v 15 Brainstorming X' )(
16 Cause and effect analysis V v 17 Affinity diagrams 'j-. X 18 Pareto analysis v v 19 5S Practice v V 20 Matrix analysis ~ -;; 21 Force field analysis A )(..
22 Balanced scorecard )( )<
23 Project charter 7- 'I-Other methods and tools/techniques
24 Quality function deployment J 'l(
25 FMEA 'I( X 26 Kaizen )( )(
27 SIPOC (Suppliers, Inputs, Process, 'f- r.
Outputs, Customers)
28 PDCA (Plan, Do, Check, Act) V V
29 Poka-Yoke 'f..... X 30 Benchmarking V v 31 Quality costing analysis "f..-.. ,c
No. Alat dan tehnik statistika Tahultidak Digunakan/ tahu tidak
digunakan
1 Histogram .f v 2 Scatter diagram v )(
3 Run charts v v 4 SPC control charts if V
5 Process capability analysis v ><: 6 Measurement system analysis y: >Z 7 Design of Experiment v X,
8 Taguchi methods >( X
9 ANOVA .,/ )(
10 Hypothesis testing >< )(
11 Regression analysis X >< 12 Non-parametric test e.g. Mann-
Whitney Test ~ )<
13 Team problem solving tools X- X 14 Process flowchart/mapping .J V 15 Brainstorming 1--- X 16 Cause and effect analysis v v' 17 Affinity diagrams X- X 18 Pareto analysis v .,/
19 5S Practice v oJ 20 Matrix analysis )Z X 21 Force field analysis X >< 22 Balanced scorecard J ')(
23 Project charter ~ )(..
Other methods and tools/techniques 24 Quality function deployment V K 25 FMEA ;< ;< 26 Kaizen Y- ;< 27 SIPOC (Suppliers, Inputs, Process,
)Z Outputs, Customers) X
28 PDCA (plan, Do, Check, Act) v v 29 Poka-Yoke X )(
30 Benchmarking -..! v'
31 Quality costing analysis X ',(
Top Related